
专题 | DEFORM软件DOE/OPT技术在螺栓成形工艺中的应用
2018-01-15 by:CAE仿真在线 来源:互联网
螺栓是机械构件中广泛采用的一种连接零件,其加工工艺及模具设计以往都是根据工程师经验,通过反复试模和调整工艺方案来进行的。随着有限元技术的发展,利用有限元模型进行模拟实验已经广泛用于金属成形和热处理工艺中。计算机模拟仿真可以有效降低成本,缩短生产周期,为模具设计和工艺方案的制定起到指导作用。但是有限元模拟技术只能对预先设计的成形方案进行评估,它并不能直接给出成形工艺的最优方案,所以SFTC公司将DOE/OPT优化技术嵌入DEFORM软件中,以便在模拟仿真环境下使输出响应不断地得到改进,从而可以实现成形工艺方案的自动优化。DOE/OPT技术就是从可能值中找到最佳工艺设计变量,使得输出结果为最优解或满意解的过程,使用户可以更加容易地获得设计规律和最佳工艺方案。
本文采用DEFORM软件对螺栓成形工艺进行了分析,并运用DOE/OPT技术对成形工艺方案自动优化设计,最终获得设计规律和最佳工艺方案。
1 有限元模拟
螺栓成形工艺较为复杂,一般为多工步成形,其成形工艺流程:预成形—顶镦—终锻。根据螺栓几何及成形特点,模拟仿真过程中坯料和模具的几何可以简化为2D模型。DEFORM MO模块多工步成形仿真前处理设置如下图所示:
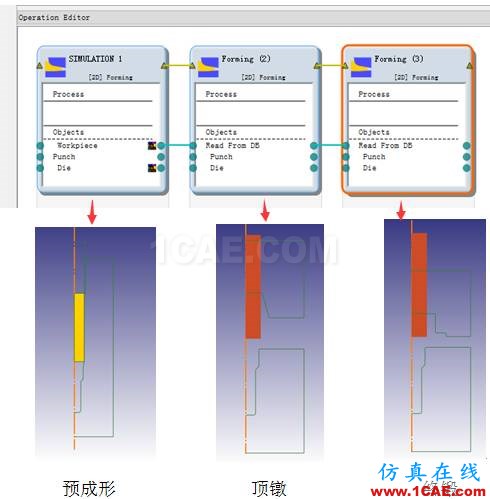
MO模块前处理设置
2 DOE/OPT优化设计
运用DOE/OPT技术对螺栓成形工艺进行优化设计,获得设计规律和最佳工艺方案。在MO集成环境中添加DOE分析,将预成形下模内倾角和内圆角,坯料直径和高度(同时保持坯料体积不变及坯料外径和下模具内径相等);顶镦工步上模内倾角及深度(保持内腔体积不变),上、下模具间距等设置为设计变量;螺栓终锻成形完成后,其关心区域的最大等效应变作为目标变量。期望最大等效应变最小,避免开裂,提高产品质量。设计变量设置如下图所示:
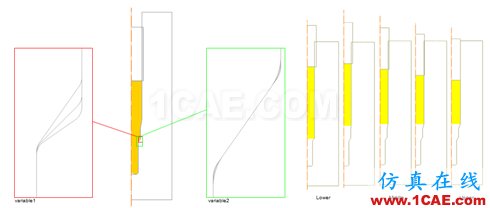
预成形下模内倾角和内圆角 坯料直径及高度

顶镦上模内倾角及深度 顶镦上、下模具间距
将终锻坯料关心区域的最大等效应变设置为目标变量,如下图所示。
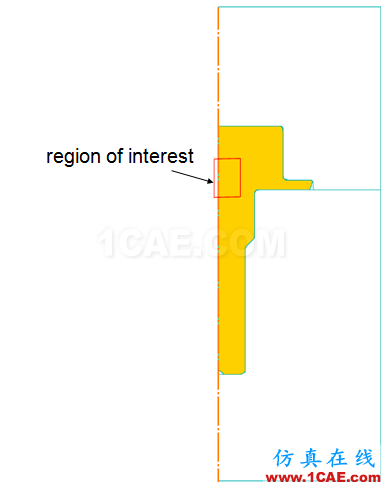
目标变量设置
3 结果
采用全因素样本法,自动生成135组成形工艺方案。计算完成后,通过DOE专业后处理器可以获得各种优化结果。
分析设计变量对最大等效应变的影响,绘制Tornado图和2D响应面如下:
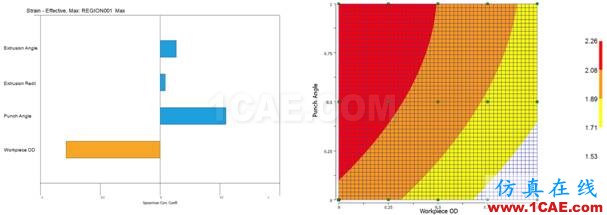
Tornado图 2D响应面
由上图可知,最大等效应变与坯料直径成反比,而与预成形下模内倾角和内圆角及顶镦上模内倾角等成正比;第一主要因素是坯料直径,第二主要因素是顶镦上模内倾角,而且只有当坯料直径最大和顶镦上模内倾角最小时,最大等效应变最小。
通过分析DOE列表结果,第39组工艺方案最大等效应变最小,同时总成形力最小,为最佳工艺方案。列表结果及最大等效应变分布如下图所示:
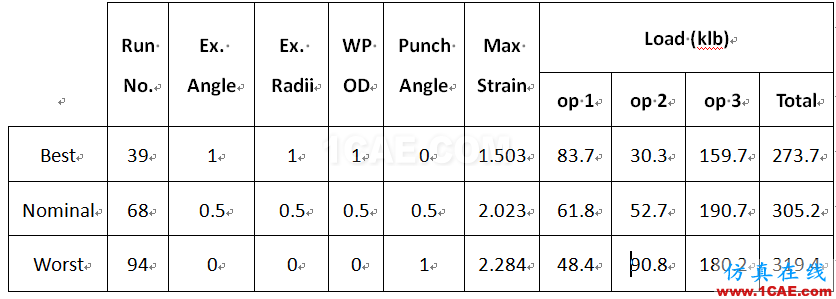
优化结果
4 总结
运用DEFORM软件DOE/OPT技术对螺栓成形工艺优化设计,不仅帮助工程师快速找到了设计规律,而且也获得了最佳工艺方案,提高了设计效率,降低了研发成本。
相关标签搜索:专题 | DEFORM软件DOE/OPT技术在螺栓成形工艺中的应用 Deform有限元分析培训 Deform学习教程 Deform培训课程 Deform资料下载 deform视频教程 Deform代做 deform基础知识 Fluent、CFX流体分析 HFSS电磁分析 Ansys培训 Abaqus培训 Autoform培训




