
锂离子动力电池铝塑膜冲坑制程工艺仿真(2)——仿真应用【转发】
2017-08-18 by:CAE仿真在线 来源:互联网
上一篇文章:锂离子动力电池铝塑膜冲坑制程工艺仿真(1)——冲坑机理
本文主要通过ABAQUS软件对铝塑膜进行冲压成型仿真,找出成型过程的薄弱部位以及对延伸性冲压和补偿性冲压进行对比分析。
上篇文章介绍了铝塑膜的结构,以及冲压成型后铝塑膜的关键检测项目铝层的残存率,一般要求残存率大于60%。为便于仿真计算,在仿真应用中,我们只分析铝层的成型,既铝塑膜简化建模,只建立铝层结构。
一、模型说明
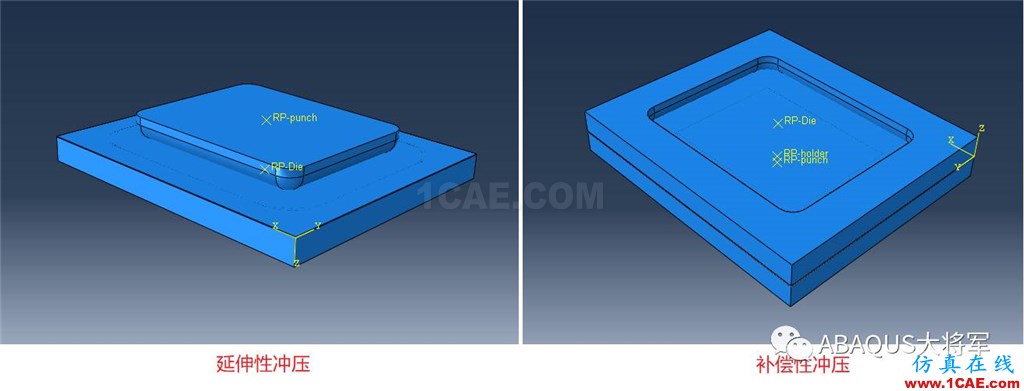
延伸性冲压和补偿性冲压模型如下:
以补偿性冲压模型界面为例,具体结构如下:
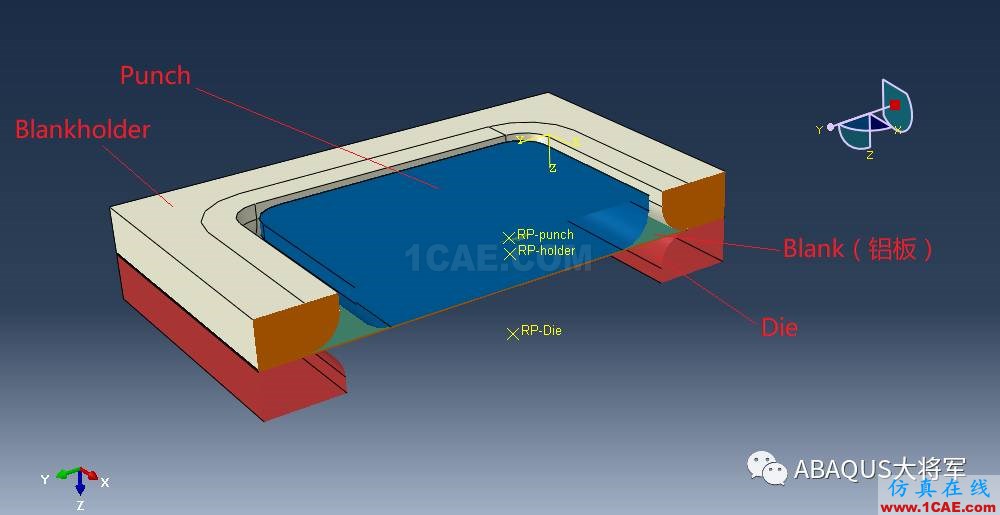
模型简化界面示意图如下:
二者的主要区别在于铝板(铝塑膜)的边界条件,延伸性冲压铝板与下模板(Die)接触区域设置为固定约束,补偿性冲压铝板与上压板(blankholder)和下模板(Die)设置为摩擦接触,上压板施加压力。
由于运算时间比较长,本文采用load rate scaling方法,进行算短时间运算,但是由于加载速率放大,导致的惯性对结果的准确度造成一定影响,但不影响整体对比分析。
二、结果分析
1)应力分布结果
两种冲压成型后的整体结果对比图如下:
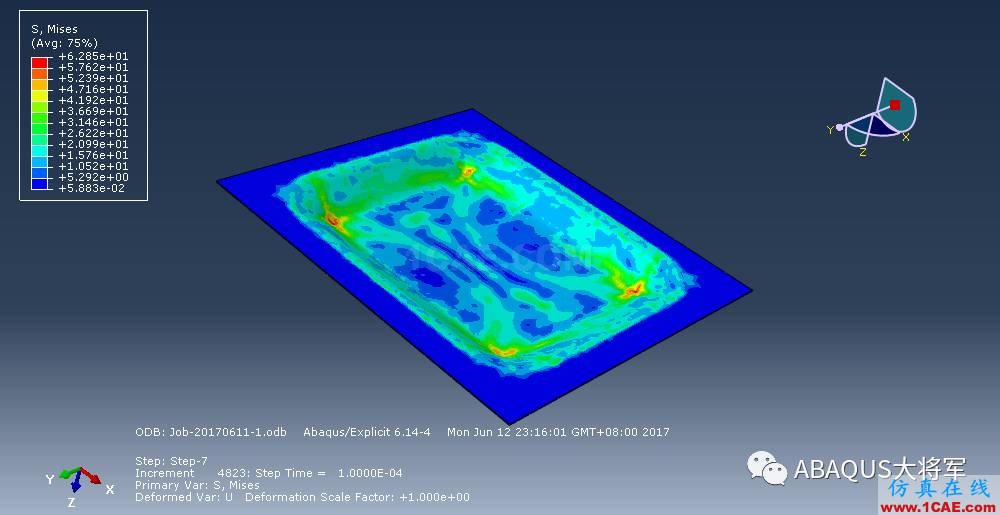
延伸性冲压应力分布云图
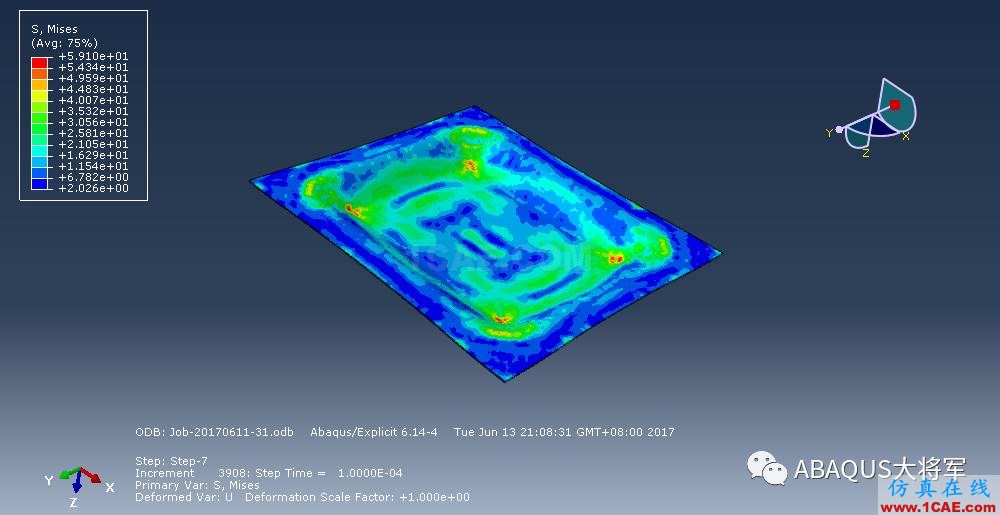
补偿性冲压应力分布云图
由上图可以看出仿真结果与我们预想的一样,在凸模(Punch)四角处的应力最大,延伸性冲压的最大应力与补偿性冲压无太大区别。延伸性冲压在成型底部出现了明显应力纹,而补偿性冲压底部应力纹较小。两者底部均显示有凹陷现象。补偿性冲压四边出现由补偿引起的微小缩边现象。
原因分析:延伸性冲压成型过程中,冲深部分完全由底部材料变形补充,底部发生塑形变形相对较多,冲头(凸模)离开后,底部分布发生不均匀回弹,表现为条纹形塑性区域,即所看到的应力纹。补偿性冲压成型过程,冲深部分由底部和压边材料同时补充,引起底部的皱褶会明显减少。凹陷现象,一方面为采用load rate scaling减少运算时间,造成的底部中心区域惯性力,而引起的塌陷,一方面是冲坑过程中材料的自身变形,此部分在后边的等效塑性应变可以看出。
2)等效塑性应变分布结果
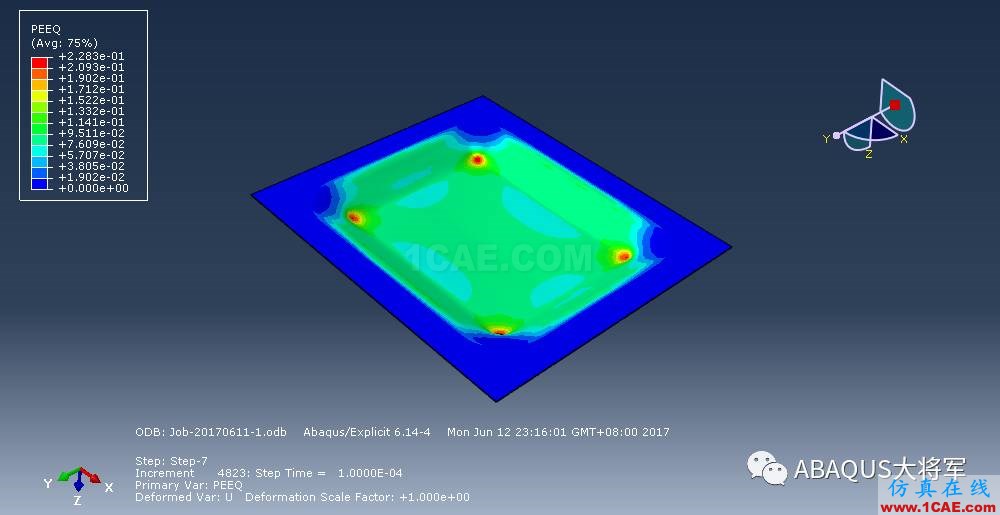
延伸性冲压等效塑性应变云图
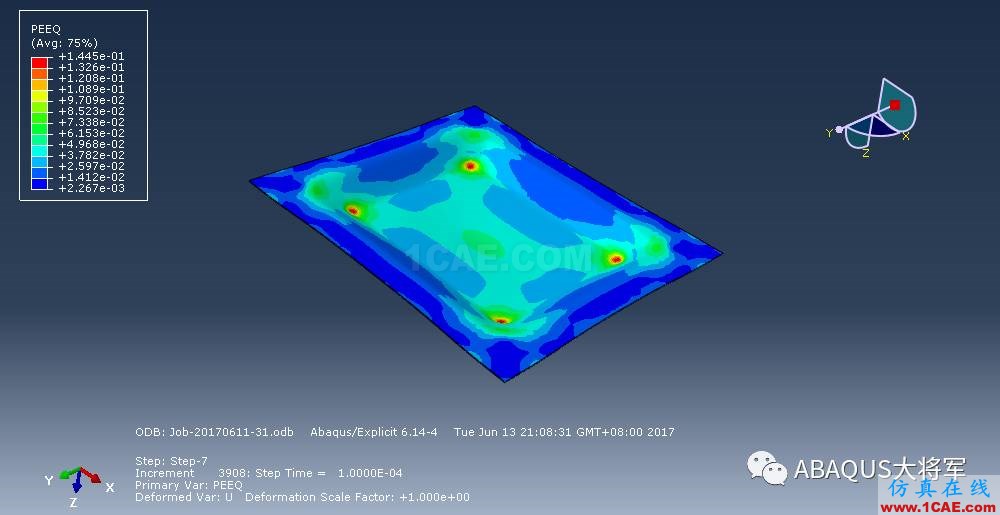
由上图可看出延伸性冲压的最大等效塑性应变要远大于补偿性冲压的最大等效塑性应变。塑性应变分布呈类似的四角对角交叉分布。
三、部分结论
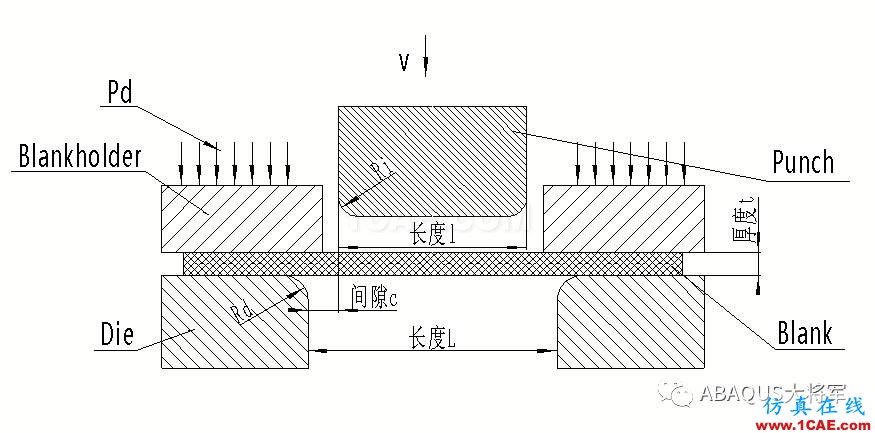
根据文献可知通常影响冲坑质量的因素如下图所示
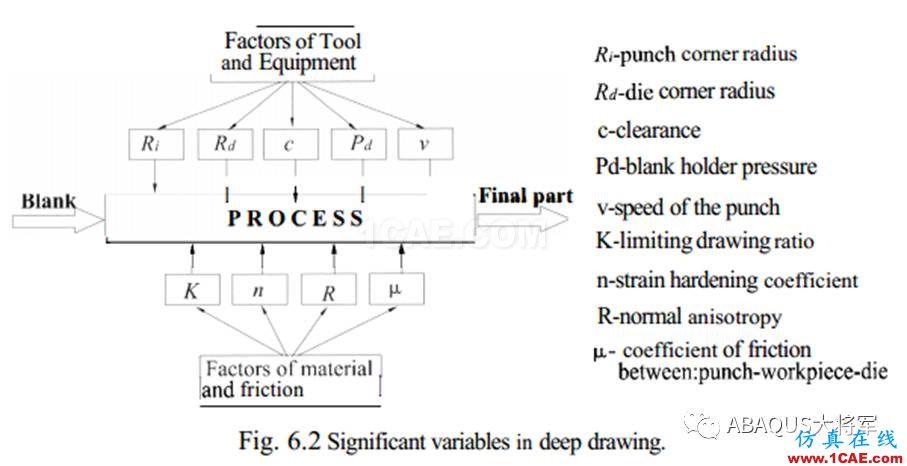
尽管影响铝塑膜冲压质量的因素很多,但是由仿真结果我们可以知道影响铝塑膜冲坑的主要设计元素为凸模Punch和凹模Die的四个角的倒角,补偿性冲压能够有效的降低局部塑性形变,有利于增加冲深。此外我们还可以通过修改接触面摩擦系数来模拟磨具粗糙度对冲坑质量的影响。通过减小凸模和凹模、减小部分区域摩擦系数来模拟部分压边没有压紧,已模拟冲坑皱褶现象、通过改变磨具边线R角查看边线R角对冲坑质量的影响。
转自公众号: 塞外张大将军 ABAQUS大将军
相关标签搜索:锂离子动力电池铝塑膜冲坑制程工艺仿真(2)——仿真应用【转发】 abaqus分析培训 abaqus技术教程 abaqus岩土分析 钢筋混凝土仿真 abaqus分析理论 abaqus软件下载 abaqus umat用户子程序编程 Abaqus代做 Abaqus基础知识 Fluent、CFX流体分析 HFSS电磁分析 Ansys培训




