
5.Xmm时代超薄智能手机带来材料、元器件和天线技术革命
2016-12-27 by:CAE仿真在线 来源:互联网
智能手机的发展除了向“更高 更快 更大”发展外,也在往“更薄”的方向去发展。
从大哥大到功能机,再到智能手机,手机变得越来越薄!手机集成方案商对于“超薄”的追求无比狂热,恨不得立马推出像纸张一样薄的智能手机,好在瞬息变化的市场中占领先机。而在消费市场端,多年的市场培育已让“超薄机”成为消费者购机的首选。
既有超薄金属机身又装载较为主流的硬件配置的手机,这几乎成了当下热销机型的基本要求。因此各大手机厂商也在不断加强技术研发,试图将手机做的更薄,比如将触摸面板与液晶面板结合的In-cell技术、将触摸面板与保护玻璃一体化的单玻璃触控技术OGS、更薄的金属材质背板工艺、“护玻璃、触控、液晶、中板,四合一”组装技术等等。可以肯定的是,超薄金属机身需求的新技术对包含屏、电池、注塑、天线等零部件厂商带来巨大挑战和市场机遇。
目前,手机界主流的几个厂商之主流手机型号厚度在6mm时代,如:

表1、代表性手机厚度趋势图
苹果将在未来的iPhone中配备AMOLED触控屏的说法早有传闻。有爆料称今年推出的iPhone 7确认将搭载AMOLED触控屏,苹果向供应商提交了订单,甚至已经开始了生产。UBI Research分析师Lee Choong-hoon预测,曲面AMOLED屏iPhone将会在2018年发布,AMOLED版iPhone将占据当年苹果iPhone出货量的30%,上述比例在2020年将增至80%。而到了2021年,AMOLED屏在苹果iPhone上的应用将会超过三星。
苹果拟采用AMOLED液晶屏,这种屏除可以做成弯曲的侧边外,还一个重要优点是比现在普遍使用的玻璃屏要薄0.7mm
1.2、 高比容的锂电池已经批量出货
超薄智能金属手机厚度的压缩很大一部分程度来自于手机电池被压缩的空间。在电池技术相比其他硬件发展几乎止步不前的今天,手机不断增加的屏幕尺寸和日益提升的硬件配置,对电池续航都是严峻的考验。然而超薄的机身缩减了电池的空间和容量再加上越来越多手机厂商选择电池不可拆卸的一体化设计无形中也就成为了手机续航能力较差的首要原因。
超薄智能金属手机中锂电池经历了钢壳锂电池、铝壳锂电池、聚合物锂电池三个时代,其共同特点是都采用石墨为负极,由于这种碳基材料的负极的可逆容量只有372mAh/g。
最新的锂电池技术是一种叫硅负极的锂电池,用硅碳材料代替石墨。研究员们发现一种硅元素(Li22Si5)的容量达到了4200mAh/g,是开发具有高容量电池极佳的材料。并且使用这种负极材料做成的电池在使用的过程中几乎没有容量衰减,更有利于提高电池的使用寿命。再加上硅在地球上储量丰富,成本较低,因而是一种非常有发展前途的锂离子电池负极材料。
相对于目前石墨负极的锂离子电池,硅负极电池可以使电池充电量相当于前者的10倍,当然,这种提高是理论上的,还需要正极材料的配套改进,目前,在国内华东有厂商量产的硅负极锂电池,容量提升了30%。
和超薄智能金属手机息息相关的指标是比容,比容是锂电池容量与体积之比值,越高则相对体积的电池容量高,若提升了30%容量的锂电池在手机中使用,则同样的容量,体积可以缩小30%,折算到厚度方向,3000毫安时的锂电池,厚度可以减少1mm左右;

图1图2:手机中取消3.5mm音频孔后,数字usb c接口将取代音频、充电、数传功能
而其他手机都会在不久的一年时间内,转用一种新的充电、数据传输、音频传输的接口:
Type-C,它是USB接口的一种连接介面,不分正反两面均可插入,大小约为8.3mm×2.5mm,和其他介面一样支持USB标准的充电、数据传输、显示输出等功能。Type-C由USB Implementers Forum制定,在2014年获得苹果、谷歌、英特尔、微软等厂商支持后开始普及。
Type-C相对于传统数据传输,有以下三点明显的优势:
第一个优势,就是最为人所知的无方向性,通俗说就是可以正反插,估计这也是苹果放弃之前使用的Thunderbolt 2接口的重要原因。
第二个优势是Type-C非常浅薄,约8.3x2.5mm的大小放在移动设备上并不突兀,应用在笔记本电脑之上更是节省空间了三分之二的空间
第三个优势在于其完整支持USB 3.1的全部功能,由于供电标准提升至20V/5A、100W功率,、最高10Gbps的传输速率、传输影音信号等。特别的是,Type-C的功率传输是双向的,这意味着它拥 有两种发送功率方式,即用户不仅可以用笔记本为移动设备充电,也可以利用其它设备或移动电源为笔记本充电
另外,有传闻说苹果会在iPhone 7上用Type-C取代Lightning接口,结合Type-C支持音频信号传输的特性,早前苹果要取消耳机接口的信息并非空穴来风。所以得益于Type-C,今后的手机上很有可能只有一个接口。
从现在的趋势看,Type-C取代Type-A/B介面是必然的结果,其拥有的纤薄性、便携性、拓展性特点都助其在与众多接口的竞争中胜出。
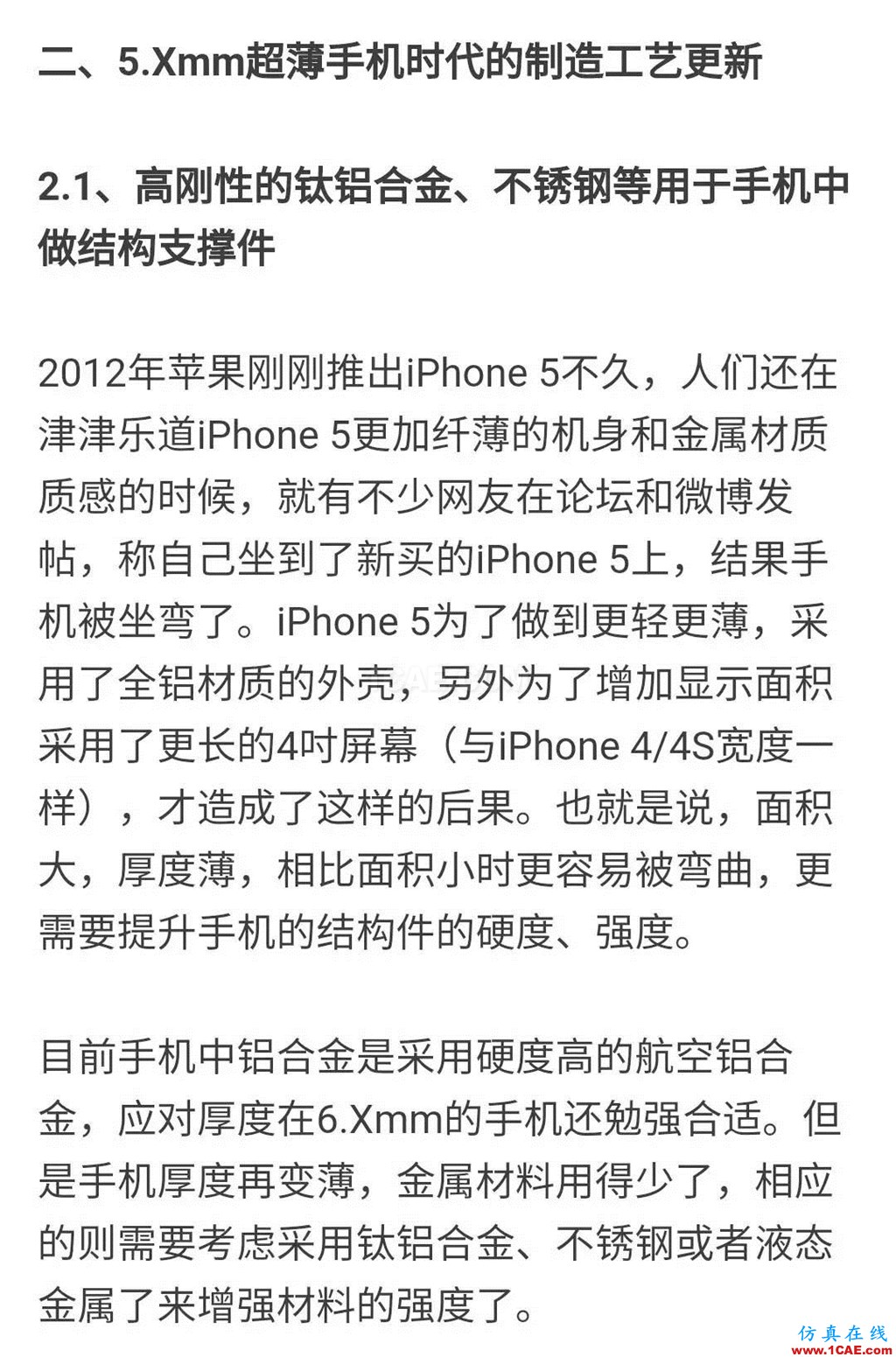
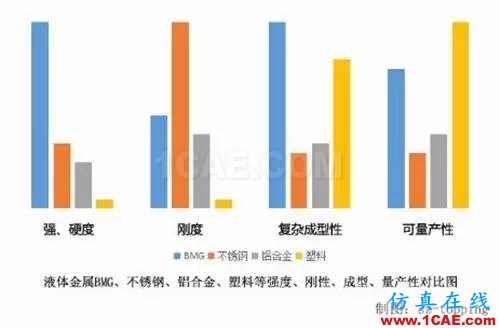
图3:液态金属BMG、不锈钢、铝合金、塑料等强度、刚性、成型、量产对比
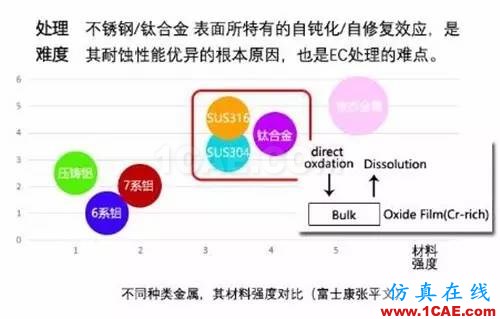
图4:不同金属,材料强度对比
相对于航空铝合金,钛铝合金、不锈钢/钛美铝合金和液态金属,更合适于超薄智能金属手机,都适合做外观和结构一体化的支撑件,如手机边框和底盖、后盖等。
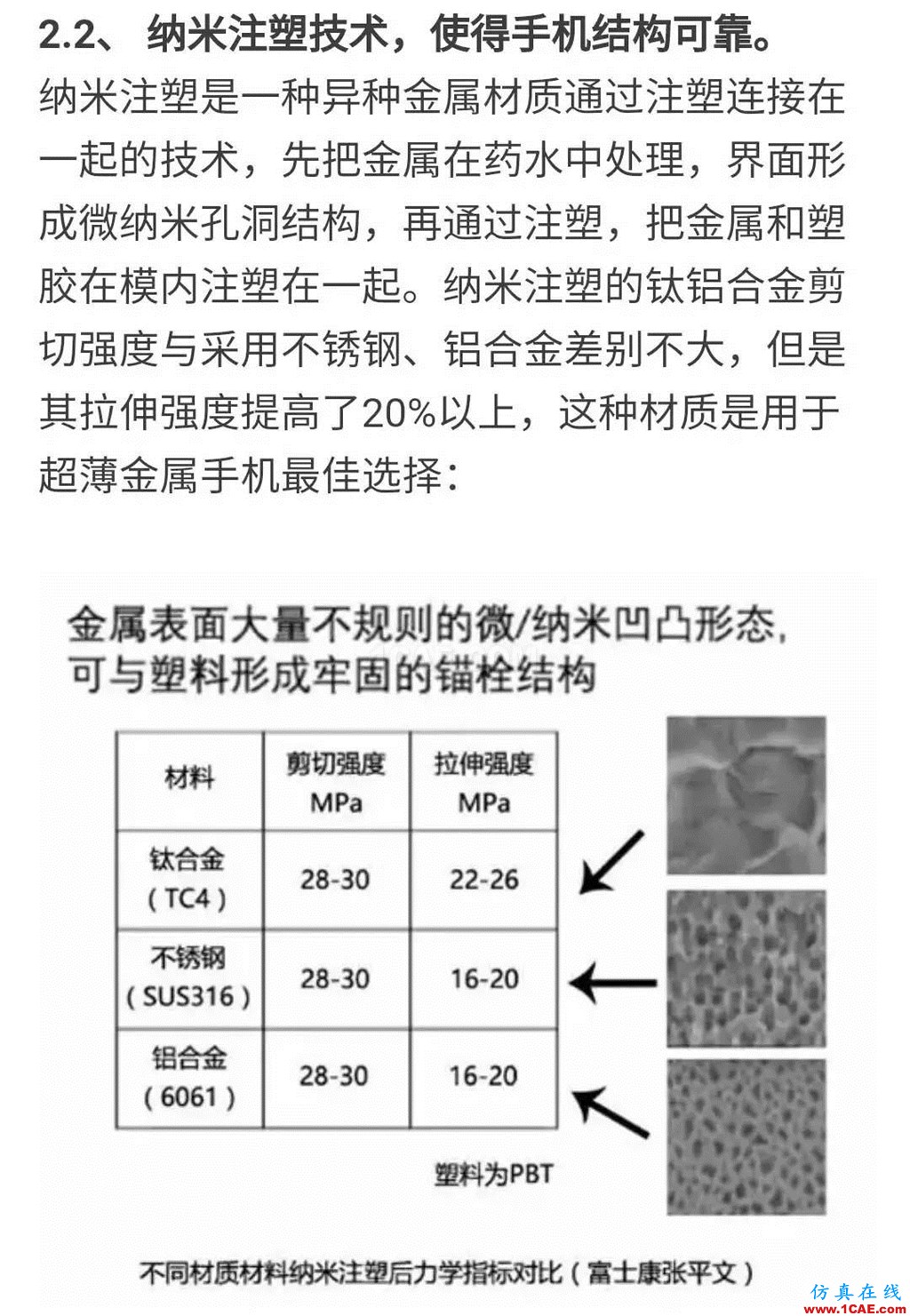
图5:不同金属材料纳米注塑后力学指标对比

图6:纳米注塑手机金属——塑胶组件流程,先CNC,再注塑
金发科技、华力兴等企业都推出了系列纳米注塑高分子材料,尤其是能“纳米注塑+LDS”双功能材料,使得纳米注塑再往后延伸到天线制造环节,制成“塑胶-金属-天线电路”完美的组件;
三、5.Xmm超薄手机时代中天线技术突破
超薄金属手机厚度这几年一直在变薄,天线频段一直在增加,可是手机射频指标确没有降低要求,天线信号是一个“场”,需要空间支撑,俗话说“站得高,看得远”,手机天线也一样,净空、天线与地线有一定距离,天线图案向3D方向延伸,这是做好指标的要点。手机超薄化,把天线图案压迫到一个近似平面的空间,再用传统的FPC(柔性线路板)来做天线,有一定难度。
3.1. FPC天线,将终止于5.X厚度时代,LDS技术将是主流工艺
手机塑胶沟道复杂,FPC不能共形贴合;FPC粘贴时侯,用到大量人力资源;FPC粘贴在塑胶上,有两个长期得不到解决的“癌症”:
其一是FPC基材边角容易翘起,尤其是过一段时间就有这个毛病,使得手机存在质量隐患。在厚机身时代,手机天线信号有裕量,即使少面积翘起来还不至于性能恶化,但是,超薄手机天线指标,多是接近出货及格线,一旦售出后,天线指标恶化,用户明显感觉信号不行。要解决FPC这个“癌症”,需用到一些价钱贵的胶和热压工艺,会大幅提升手机制造成本;
其二是人工粘贴时,耗费大量人力资源同时,粘贴误差轻易在200微米以上,使得天线指标也轻易恶化。目前华为等企业,手机天线图案在手机中空间定位精度都在50微米内,用FPC去做天线设计已经满足不了一线手机品牌商的产品设计。
因此,LDS技术(激光直接成型电路结构技术,立体电路制造的一种技术,天线直接做在塑胶壳体上),为何这么快就替换了FPC天线市场,既省组装的人工,又提升了天线指标的一致性。
3.2、手机天线在5.Xmm厚度时代的空间位置
手机进入5.X厚度时代,天线制造位置前盖板、底盖中、中框上(中板)。前盖中即手机“TP触摸屏+玻璃盖板+塑胶五金结构件”上,这种一体化组装TP盖板技术,是群创2016年6月推出的工艺。这种工艺提高了贴合速度20倍,良率也进一步提升到99.9%,而在这种一体化TP盖板上制造好GPS、wifi、蓝牙天线,更是一种创新的制程,其又省了组装成本和改善了手机行业另一个老大难问题:GPS天线信号难调到满意效果。很多型号手机,在给运营商测试时候,GPS定位时间长,因为天线增益低。GPS天线需要“见天”,最佳安装位置在面板听筒附近,而把GPS天线做在TP盖板上是最佳方案。

图7:富士康推出的一体化TP盖板技术适合在塑胶上做GPS天线
而底盖若是金属机身的话,手机天线制造在“纳米注塑结构件的塑胶上”,如图8中红圈所示:

图8:纳米注塑后的铝合金底壳上的塑胶部位,制造天线
若手机底盖采用非金属材料,则中框是金属的材质,天线制造在“金属包塑胶”结构的塑胶上,见下图:

图9:钛铝合金、镁铝合金、铝合金中板包塑胶模内注塑件,塑胶上制造天线
3.3、超薄金属手机天线制造工艺
无论是一体化TP前盖板还是后盖板、中框,其有限露出的塑胶上制造天线,采用“增强型LDS工艺”,及E-LDS,这种工艺在含“金属-塑胶”结构上制造天线,金属是含铝、铜、锌、镁、钛等元素的合金。这种制程还有一个特点:
手机外边款中被分段的金属,可以直接与天线连接在一起,不需要通过螺丝或者导电泡棉连接,省了组装工序。因为,在后期化学镀药水中,金属馈电点可以与塑胶上天线线路在药水中“长”在一起。而特殊的保护工艺,使其它金属部分不被腐蚀。
这类天线制造工艺流程是:
先用“纳米注塑+LDS双功能塑胶”注塑或者用LDS塑胶包覆金属件模内注塑,再通过E-LDS制造流程在塑胶上做天线,E-LDS与所采用金属种类无关。
随着手机进入5.Xmm时代,以前金属框通常采用的铝、锌合金材质已经不能满足超薄手机的要求,锌镁合金、钛镁合金等高质量的合金材料会逐步推广。这些合金优势在于更轻,韧性更强。同时,合金+天线的技术会广泛使用,但是合金材料的电镀不良率一直是个行业难题。针对此难题,拓频通讯与微航公司通力合作,共同开发,成功攻克了合金材料框体的电镀问题,如钛镁合金,目前已经为多家手机品牌厂商进行量产。
手机归根结底是一种通信工具,用户更加需要均衡而具有特色的产品,舒适、方便、耐用才是首要考虑的因素。厚度不是唯一的选项,也不是最优选项,但确是一个永恒的卖点。
业内人士预计,不远的将来,迅速应用在超薄手机商的技术还有:
1.无线充电功能内置
尤其是10W(5V2A)的内置无线充电技术,需要占据0.3mm厚度。
2. 高速近距离秒传视频技术,及UWB技术
目前芯片已经成熟,很多手机设计公司在测试中。闪传视频,可以与电视、车辆中显示屏同步动态共享视频节目。视频播放,可类似微信中共享导航位置功能一样使用。
以上这些功能,都需要新增加天线和或增加手机厚度。使得手机天线制造技术进一步“被逼迫”做到有限空间的塑胶上去。
总之新材料、新器件、新工艺不久将推动主流的手机演化到超薄的5.Xmm时代。
“纳米注塑+LDS双功能塑胶”型天线设计深圳拓频通讯在此领域具有成熟的研发 量产经验。公司多年致力于金属机型天线解决方案,具有丰富的各类型金属机型天线调试经验,同时与其战略合作伙伴深圳市微航磁电公司,经过大量研发工作成功攻克“纳米注塑+LDS双功能塑胶”工艺中的天线调试 机壳LDS 机壳化镀等技术难题。目前已成功投入量产。
相关标签搜索:5.Xmm时代超薄智能手机带来材料、元器件和天线技术革命 HFSS电磁分析培训 HFSS培训课程 HFSS技术教程 HFSS无线电仿真 HFSS电磁场仿真 HFSS学习 HFSS视频教程 天线基础知识 HFSS代做 天线代做 Fluent、CFX流体分析 HFSS电磁分析




