
磁力耦合器在辊压机传动系统中的应用
2016-12-07 by:CAE仿真在线 来源:互联网
为了保护水泥机械设备,在设备传动系统中经常设置液力耦合器实现柔性启动,减少启动设备时的冲击。 但实际运行中,液力耦合器存在容易漏油等问题。由于磁力传动是目前实现安全可靠与节能降耗双重指标的一项新兴技术与理想的绿色产品。 因此,常山南方水泥有限公司(以下简称常山南方)在辊压机传动中采用了磁力耦合器这种新型柔性保护装置,运行效果很好。
1 问题的提出
常山南方 Φ4.2m×11.5m 水泥磨配套 RP120-80辊压机(洛阳中信重工生产),辊压机的两台减速机型号:GZLP950C,速比 7.2,输入转速 1485r/min,输入扭矩 23 612N·m,两台电动机型号:YKK450-2-4(4 极),功率 500k W,电压 10000V。 在每台减速机输入轴上安装一只型号为 HC66-15 的液力耦合器, 作为柔性启动装置。 自 2005 年 10 月生产以来,由于辊压机运行振动较大,液力耦合器故障频发。 我们多方查找原因,分析认为是因为安装在减速机高速轴上的液力耦合器加上油液的质量超过 200kg,给减速机高速轴附加了一个弯矩, 对高速轴轴承运行造成一定影响,使减速机高速轴故障频发并且漏油; 同时系统超负荷后,液力耦合器易熔塞合金熔化,油液喷出,导致系统停机,不仅对环境造成污染,油液浪费,而且每次处理时间要在 2h 以上,造成辊压机与磨机联动率低,制约了水泥磨正常生产。
常山南方也曾参照其他厂家生产的辊压机传动系统配置(配置电动机为 6 极,转速 1 000r/min),取消了辊压机液力耦合器,但开机运行后,对减速机和电动机冲击太大,造成减速机高速级壳体碎裂的恶性设备事故,被迫重新安装液力耦合器。
2.1 结构原理
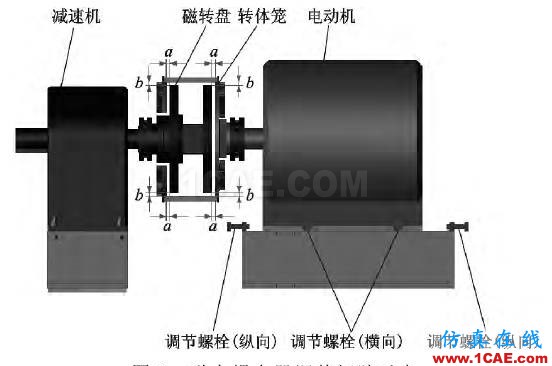
磁力耦合器由磁转盘和转体笼(感应笼)这两个无物理接触的独立部件构成, 它们间的相对运动会在转体笼中产生涡流,在涡流产生的磁场中,两个部件相互吸引,从而传递力矩。 两个部件间靠磁力进行柔性连接,无接触,也就无磨损。 磁力耦合器通过调节磁转盘和转体笼的间隙来实现轴扭矩的变化,间隙越小,两个部件间的磁力越强。 磁力耦合器结构见图 1,间隙调整示意见图 2。

2.2 控制原理
磁力耦合器运行以磁力作为传递力, 不存在接触,属于柔性连接。 为使磁力耦合器真正能起到过载保护作用,在运行中根据需要调整磁力盘间隙,使之达到所需电流时自动脱离。
1)静态间隙调整
静态间隙调整是指在安装或装配磁力耦合器过程中,通过在间隙支撑板间增减垫片,设定磁转盘和转体笼之间的间隙(如图 2 标注 a), 来设定磁力耦合器启动力矩和保护力矩。
2)运行中磁转盘间隙自动调整
两个磁转盘安装在转体轴上,可以沿轴向作一定的相对移动。 磁转盘在圆周方向能传递的转矩是在设定范围内,当转矩大于一定范围后,由于滑差和感应磁场的变化,转体在圆周方向传递的力将产生轴向斥力,把磁转盘推向远离转体笼的方向,实现断开负载并保护设备的目的。
2.3 磁力耦合器的优点
1)传递效率高,可达 98%以上,从而节约能源,减少浪费;
2)维护工作量小,维护费用极低,使用寿命长;
3)磁转盘和转体笼(感应笼)间隙的存在,容许输入和输出轴不对正,同时可以吸收振动;
4)在负载堵转或过载情况下,耦合器可以切断负载输出,从而保护电动机和减速机;
5)提高电动机的启动能力,减少冲击和振动;
6)结构简单 ,适应各种恶劣环境 ,运行中对环境无污染,不产生谐波;
7)体积小,安装方便;
8) 过载保护后恢复时间短, 缩短了故障停机时间。
可伸缩式万向节,因此安装磁力耦合器时,两侧必须为相对固定的基础。 通过现场测量,需在电动机旁浇灌混凝土地基础,在基础上设置轴承座,将磁力耦合器安装于轴承座与电动机之间,轴承座再通过可伸缩式万向节与减速机相连,从而实现辊压机的传动(见图 3)。 基础可在生产时进行施工及保养,完全不会影响生产。
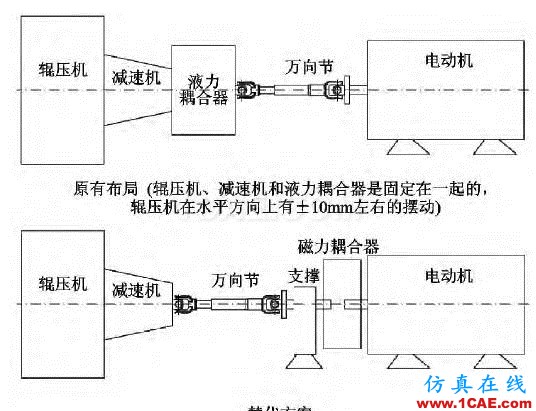
2)原液力耦合器是直接安装在辊压机高速轴上,挤压辊带动减速机频繁移动,液力耦合器也随之一起运动,这样容易造成传动系统的振动。 现在方案是把磁力耦合器安装电动机轴上,从动端安装在专门制作的支撑装置上, 该支撑装置放在新增混凝土基础上,大部分重量直接由支撑负担,如图 4 所示,万向节与减速机及支撑端相连, 磁力耦合器运行中不会移动,大大减小了传动系统的振动。

3)为使保养主电动机时拆装磁力耦合器方便、快捷,磁力耦合器与电动机间、磁力耦合器与减速机或轴承座间设计为胀套连接,检修电动机时,只要把胀套拧松, 轻轻退下即可把磁力耦合器与电动机分离(见图 5)。
4 实际应用效果
1)改造 前 ,辊压机进异物时 ,液力耦合器是通过易熔塞爆来实现过载保护,事后,需更换易熔塞,重新加油后才能恢复生产,处理故障时间约 2h。 2014 年 1月改造后,当过载时,磁力耦合器的磁转盘将在轴向产生大的相对移动,从而自动切断负载,实现保护电动机和减速机的功能。 保护动作后,只需停机后再开机便可恢复生产,每次仅需 5min,大大缩短了辊压机故停机时间。
2) 解决了以往辊压机过载时液力耦合器易熔塞爆、漏油等故障,减少油品使用和对环境的污染。
3)在使用液力耦合器时 ,减 振 效果有限 ,传递力矩过高时, 负载的波动容易造成易熔塞爆的故障,为了减少故障,控制辊压机运行电流仅为额定电流 70%(约 25A),辊压机做功明显降低 ,磨机产能得不到很好的发挥;改造后,磁力耦合器由于无接触,具有更好的减振、吸收负载波动的性能,辊压机运行电流可调整到 35A,可有效地提高磨机台时产量。
4)改造前减速机高速轴处测振达 20~30mm/s。 改造后减速机高速轴振动在 8~10mm/s, 有效减轻了设备振动。 改造前每年需送厂家大修一次,改造后减速机运行平稳,无故障。
1)可节约油品,年节约费用约 2 万元;
2)减少了维修时间 ,避免停产造成的损失 ,每次更换易熔塞约停机 2h,改造后年增效益 8.4 万元;
3)设备运行振动减小 ,设备安全隐患消除 ,年节约减速机维修及液力耦合器新购费用约 40 万元;
4)2013 年两台辊压机减速机因振动损坏停机时间约 138h,改造后设备运转率提高,年增效益 38.76万元。
5)辊压机
相关标签搜索:磁力耦合器在辊压机传动系统中的应用 Ansys有限元培训 Ansys workbench培训 ansys视频教程 ansys workbench教程 ansys APDL经典教程 ansys资料下载 ansys技术咨询 ansys基础知识 ansys代做 Fluent、CFX流体分析 HFSS电磁分析 Abaqus培训




