
ANSYS的连铸坯感应加热温度场数值模拟
2013-08-13 by:广州有限元培训实践中心 来源:仿真在线
ANSYS的连铸坯感应加热温度场数值模拟
目前,连铸技术虽然已经得到了广泛的应用,但连铸与后续轧制工序的衔接仍然普遍采用高能耗、高污染、低效率的加热炉重新加热的工艺,因而造成了巨大的钢材损失和能源浪费。而连铸坏直轧技术(Continuous Casting- Direct Rolling,简称CC-DR)则很好地解决了这个问题。它在连铸工序和轧制工序之间采用在线电磁感应加热工艺将连铸和轧制直接联系起来。刚刚从连铸结晶器拉出的铸坯,在温度尚未大幅度下降之前,利用电磁感应加热工艺进行补热及温度均匀化处理,使铸坯完全满足轧制需要,并直接送人轧制工序,从而完成连铸热直轧过程。
感应加热技术应用于钢厂热轧平板钢坏边部均温加热的研究,起步比较早的有法国和日本的一些公司,它们均已投入大量的人力和财力在进行研究,我国起步较晚。
1 数学模型的建立
1.1电磁场数学模型与边界条件的确定
因为感应加热装置的频率都是基于中低频的,此时各种场域中的位移电流密度幅值远小于传导电流幅值,故对于感应加热线圈中的电磁场,可忽略位移电流效应。当感应线圈中通入正弦交变电流时,其产生的交变电磁场为动态位电磁场,涡流场的数学模型为正弦似稳态问题。为了简化概念以简便地构造数学模型,在此引入复矢量磁位A和复标量电位Φ两个位函数,根据向量微积分法则,引入库仑规范![]() ,通过麦克斯韦力一程组可求得描述正弦电磁场的复矢量动态位微分方程为:
,通过麦克斯韦力一程组可求得描述正弦电磁场的复矢量动态位微分方程为:
式中,![]() 为拉普拉斯运算符号(算子);
为拉普拉斯运算符号(算子);![]() 为梯度算子;j为复数的基本单位;ω为角速度;μ为材料磁导率;σ为电导率;
为梯度算子;j为复数的基本单位;ω为角速度;μ为材料磁导率;σ为电导率;![]() 为激励源施加电流密度复数形式。
为激励源施加电流密度复数形式。
在坯料与空气的交接面S1与S2上,必须满足磁通连续性条件,即:
![]()
式中,A1与A2分别为坯料与空气两种介质的复矢量位。
联立方程(1)—(3)可以得出涡电流的分布,涡流场的电流密度表达式为
![]()
式中,J为电流密度的复数形式。
1.2 温度场数学模型与边界条件的确定
感应加热过程中工件温度场的求解不同于一般的热传导问题。因为感应加热过程中,工件在交变磁场中感应出感生涡流,感生涡流作为内热源加热工件,因此计算感应加热工件温度场的热传导方程带有内热源项,使求解变得复杂。在求解时需先根据焦耳定律,求出工件各部分在感生涡流作用下自身发热量的大小,再根据热传导方程,考虑边界条件,计算求解,从而确定一个工件温度场的分布清况。
感应加热过程中,感生涡流作为内热源,其强度为
![]()
式中,Pp为内热源强度。
坯料在感应器内部运行,属于具有不均匀内热源的非稳态导热过程。坯料与空气之问的导热主要以不稳定导热方式进行。基于傅立叶传热定律的三维不稳定导热的控制方程为
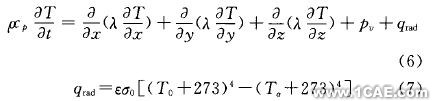
联立求解方程(6)和(7)可求得温度T,即温度的分布情况。
2 有限元数值计算求解
有限元软件ANSYS是采用变分法,将微分方程的求解问题转化为求泛函极值问题,并在泛函中引入辐射、对流、热传导等具体的边界条件,最终得到温度场有限元矩阵形式方程
![]()
式中,[C]为总比热容矩阵;[K]为总传导率矩阵;[Q]为总体热流向量;[T]为节点温度列矩阵;[T"]为节点温度变化率的列矩阵。
同时,ANSYS软件考虑了材料物理参数随温度变化而对电磁场、温度场分布的影响,是通过进行电磁场分析与热分析之间的双向藕合计算来实现的。电磁场与温度场的各种材料物性参数(σ,ρ,λ)(因为铸坯的温度在1K摄氏度以上大于居里点温度,故磁导率μ可看成常数),都可以根据侮个小的时间段(△t)温度值的变化而及时得到更新。通过对△t的合理设置可以取得计算时间与精度之间的均衡点。
3 基于ANSYS的温度场有限元仿真
3.1 ANSYS分析的有限元模型
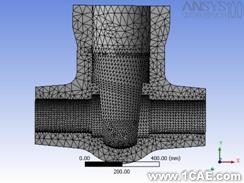
在电磁场(物理环境)分析部分,工件、线圈与空气的网格单元采用相同的SOLID117单元,温度场分析部分采用SOLID97单元。因为感应工件上涡流分布具有明显的集肤效应,通常不同材料透人深度随激励源电流频率在小于几个毫米范围变化,而且接近87%的热量在这些表面层产生,因此为了保证计算精度,必须保证在透入深度层内至少划分几个单元,同时为了降低计算量,划分工件网格是越靠近线圈越密,网格密度由表面向中心递减。空气、线圈可进行适当调整,整个模型网格划分见图1。
在电磁场中对工件远场边缘施加磁势为0,中心对称面施加磁力线平行边界条件,对线圈截面施加电流源的激励条件。计算完电磁场的热生成量作为初始条件施加到热场中,其中空气和线圈单元都设为无效,只对工件进行温度计算,工件表面施加辐射边界条件(对流换热可忽略不计),一般对空气的表面热辐射系数较高,可取0.6左右。
3.2样件模拟与分析
对尺寸为70 mm X 70 mm X 100 mm样件进行模拟分析,加热装置电源功率为240 kW,线圈电压600 V,电流为1 kA,为了凸显涡电流对工们的影响,暂不考虑对外辐射散热。假定样件的初始均温为1300℃ ,频率取1 kHz,5 kHz和10 kHz观察样件温度分布的变化规律;同时因为工件运行切割磁力线产生的动生电动势相对于激励源产生的感生电动势来说可忽略,故样件定向抽拉速度可设为0,经过10s加热后通过耦合计算得到样件的横截面和中轴纵截面上的温度场分布见图2~图4。
从图2~图4中可以看出,靠近感应加热线圈部分的表层温度高于中心的其他部分温度,是样件的主要加热区。当加热功频比较小,如1 kHz的时候.集肤效应集中在表面的中心部分,透入深度较大,且边角的加热效果要低于中间部分;但随着频率的逐渐递增,集肤效应更加明显,热量逐渐向边角移动,此时边角的温度升温很块,形成了由内向外的温度梯度分布。
铸坯从连铸炉中出来后在送到轧制之前的实际温度并不与预先假定的温度一致,而是边角以及表面温度偏低,由上述分析可得知,感应加热能针对其偏低部位进行补热。通过对样件每个时刻的温度控制,得到加热所需时间;然后调整加热装置的频率、激励电流等工艺参数,控制透入深度,进而实现对铸坯均温的目的。
相关标签搜索:ANSYS的连铸坯感应加热温度场数值模拟 ANSYS的连铸坯感应加热温度场数值模拟 Ansys有限元培训 Ansys workbench培训 ansys视频教程 ansys workbench教程 ansys APDL经典教程 ansys资料下载 ansys技术咨询 ansys基础知识 ansys代做 Fluent、CFX流体分析 HFSS电磁分析




