
加强板冲压工艺制定及CAE分析
2013-06-16 by:广州有限元分析、培训中心-1CAE.COM 来源:仿真在线
冲压工艺设计是薄板冲压成型技术的关键,由于冲压成型过程非常复杂,工件形状各不相同,使得冲压成型过程的计算相当困难。传统的工艺设计是以简化计算和假设为基础,依靠经验进行初步设计计算后,再通过反复试模、修模来保证冲压零件的质量。传统工艺设计不仅计算时间长、费用高,而且难以保证冲压零件的质量。应用CAE 技术不仅可以分析板料拉延过程中每一时刻制件的形状及力学特性,还可以分析修边、翻边过程中制件的形状及力学特性,为确定合理的冲压工艺提供科学的理论依据。对第一汽车集团公司某型载货汽车左/右前扶手下加强板的产品结构进行了分析,确定了冲压工艺,应用CAE 技术对成形过程进行了分析,检验了冲压工艺设计的合理性。
2 产品形状和特点
左/右前扶手下加强板的形状如图l 所示。其材料为B250PI ,料厚t=2.0 mm ,长×宽X高=151 mmX11O mmx60 mm。左/右件完全对称。
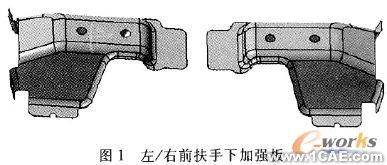
该产品属于汽车内表面件,高低起伏大,翻边深,不允许存在波纹、皱纹、裂纹等质量缺陷。
3 冲压工艺制定
成形过程分析:
a. 由于该产品为左/右件且完全对称,所以采用成双拉延工艺。这样,在拉延过程中,板料不但受力均匀,而且由于采用一模两件,因而提高了冲压效率及材料的利用率。
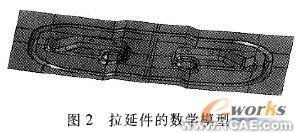
b. 设计拉延件的形状。将产品翻边展开,并进行工艺补充。为了修边,拉延件只能找拉延。利用CATIA 软件设计的拉延件的形状如图2 所示。
C. 确定修边线的形状和尺寸。根据拉延件及产品的形状和尺寸,计算出修边线的形状和尺寸。
d. 因每个制件上需要冲出2个孔,而且修边线的形状比较复杂,修边废料需要滑出模具之外,所以修边冲孔的过程需要修边冲孔和修边切开2 道工序完成。
e. 经成形工序得到最终产品。根据以上成形过程分析,确定冲压工艺为:成双拉延→修边冲孔→修边切开→成形。此冲压工艺是根据经验确定的,是否合理需要通过CAE 分析进一步确定。
4 CAE 分析
根据冲压工艺可以看出,该产品的冲压难点在于拉延和成形。要保证板料在拉延过程中不起皱、不破裂,保证成形出合格的产品形状,这些根据经验无法确定,所以利用Autoform软件分析该产品拉延、修边、成形过程,以获得合理的冲压工艺。
4.1 模拟步骤
a. 利用CATIA 软件设计拉延件,并输出该拉延件的*.igs文件和修边线的*.igs文件;设计成形模的凸棋、凹模、压料板,并输出成形模的凸模、凹模、压料板的*.igs文件。
b. 应用Autoform 软件,利用几何体生成器(Geometry generator)输入拉延件的*.igs文件和成形模的凸模、凹模、压料板的*.igs文件;利用曲线管理器(Curve manager)输入修边线的*.igs文件;利用Tip菜单定义冲压方向。
c. 选择增量法(Incremental) 为模拟类型(Simulation type)。
d. 利用输入生成器(Input generator) 输入模拟参数。定义拉延凸模、凹模、压边圈,成形凸模、凹模及压料板;定义拉延毛坯的形状、尺寸、料厚以及材料;定义润滑条件:定义成形过程。
e. 计算模拟,生成*.sim 文件。
4.2 模拟结果分析
4.2.1 拉延分析
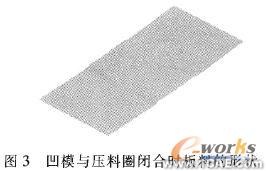
a. 图3为凹模与压料圈问合时板料的形状。该时刻可以检查压料面设计的是否合理,由图3可以看出,板料光顺无皱纹,可确认压料面设计合理。
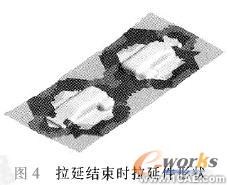
b. 图4 为经CAE 分析后、拉延结束时拉延件的形状。从图4可以看出,制件变形充分,无皱纹、波纹及裂纹,说明拉延件设计合理。若发现有皱纹、波纹或者破裂,就需要更改拉延件的形状,然后再进行CAE 分析。
4.2.2 修边切开分析
将计算展开的修边线输入到Autoform 的曲线管理器中,利用该曲线修剪拉延件,得到修剪后的工序件如图5 所示。此分析能够检查修边线展开的是否准确,如果利用该修边钱修边后得到的工序件进行最后的成形时能够获得理想的形状,表明修边线展开合理、准确,否则说明修边线不合理,需重新计算修边线的形状及尺寸。

4.2.3 成形分析
图6是经CAE成形分析得到的制件形状。由图6 可以看出,制件无皱纹、波纹及裂纹。通过对图6和图1 (产品图)的比较可以看出,制件与产品完全一致,说明利用该冲压工艺能够得到合格的产品形状,表明该冲压工艺正确合理,修边线展开准确。
5 结束语
a. 根据CAE 分析可知,该制件无起皱、波纹及裂纹,因此验证了上述冲压工艺是完全可行的。由此说明利用CAE 模拟技术可以验证冲压工艺的准确性、可行性,避免了依靠经验确定冲压工艺的不准确性,使冲压工艺确定、模具设计与制造一次合格。
b. 避免了传统方法需要进行试模及发现问题后反复多次修模,以至造成无法修模而使模具作废及重新设计和制造而造成的巨大浪费。

C. 应用CAE 模拟技术可以大大缩短新产品开发周期。与传统工艺设计方法相比,开发周期可缩短20%-50%,开发成本可降低10%-30%。
相关标签搜索:加强板冲压工艺制定及CAE分析 Ansys有限元培训 Ansys workbench培训 ansys视频教程 ansys workbench教程 ansys APDL经典教程 ansys资料下载 ansys技术咨询 ansys基础知识 ansys代做 Fluent、CFX流体分析 HFSS电磁分析 Abaqus培训




