
UG NX软件在模具设计及模架虚拟装配中的实际应用
2013-05-17 by:广州有限元分析、培训中心-1CAE.COM 来源:仿真在线
徐皓
关键字:切边模具 切边模架 UG虚拟装配
根据切边模具及热冲孔(精整)模具的设计要求及工艺要求,选用UG软件对每个零部件模型进行创建,并使用UG虚拟装配功能对整个切边模架的虚拟装配,不但降低了产品工装模具的成本费用,而且大大缩短了产品开发周期,为产品迅速占领市场赢得了充裕的时间,也给企业带来了巨大的经济效益。
1、前言
制造业在全球化采购的背景下,提高产品质量、缩短产品开发周期、降低产品开发成本及产品全生命周期总成本,提升企业最核心竞争力,也正是目前传统企业迫在眉睫不得不解决的问题。UGS的PLM(Product Lifecycle Management,产品生命周期管理)正是为此应运而生的信息数据研发管理系统平台,它贯穿了整个产品的始末(市场需求→概念设计→产品设计→数字模拟→制造工程→加工计划→产品质量检测→销售与分配→使用→维护与服务→销毁处理及再循环)。PLM Software全线产品(包含NX、Teamcenter、Tecnomatix、UGS Velocity系列等),功能可谓是博大精深,由于篇幅有限,也无法言穷其尽。本文就针对UG NX模块中的装配功能在模具设计及其模架装配中的生产实际应用,以小见大,来充分说明UGS给制造业提供的优越数据系统平台。
2、切边模具及热冲孔(精整)模具的设计要求及工艺的分析
我公司生产的锻件为安保件,锻模为开式模锻,模锻件的周围都有飞边,需采用切边模切去锻件多余的飞边。有的孔内锻件在模锻后锻件孔内一般都有连皮,因此锻件在切边后还需热冲孔(减少精加工余量,提高加工效率,降低生产成本),热冲孔是在模锻后利用锻件余热立即进行,须与锻模设备按照一定生产节拍配合进行,故冲切模初步设计为连续模。考虑到锻件在热切边和热冲孔后,由于切边力和冲孔力造成锻件变形,不能满足锻件图纸要求,在设计冲孔模后同时进行热校正,既保证了锻件尺寸要求,又减少了工序。连续模是在压力机的一次行程内同时进行一个锻件的切边和另一个锻件的冲孔,尤其大批量生产时,提高劳动生产率有特别重大的意义,但涉及到模架设计、制造和装配比较复杂。这就需要有好的CAD/CAM/CAE软件来帮助设计者顺利完成设计工作。
切边模与冲孔连皮模的主要工作部件是凸模和凹模,切边时锻件放在凹模洞口上,在凸模推压下锻件的飞边被切边凹模的刃口剪切并同锻件分离,由于凸凹模之间有间隙,所以在剪切过程中锻件有弯曲、拉伸现象,凸模只起传递推压力的作用,而凹模刃口起剪切作用。而模架结构及紧固方法最好趋于标准化,以便下次其它产品能构通用其模架及模座。根据笔者的多年现场经验,总的基本原则就是“锻件能放得进去,切得下来,拿得出来,同时模具也要保证足够得强度”。切边及冲孔连皮力的计算有几种不同的公式,但都属于经验公式,依据《锻压手册》中推荐的经验公式计算切边与冲孔连皮力P(N),切边冲孔力可按下式计算:
在计算飞边及连皮剪切面积时要按飞边及连皮的实际厚度S(一般产品通常我们飞边设计厚度为4毫米)计算,所得结果作为选择切边及冲孔连皮设备吨位的依据。这里我们通过上式公式计算的结果,初步选用400t液压机作为切边、精整设备。
3、UG软件中装配功能模块概述及创建装配体的理念
UG的装配模块是集成环境中的一个应用模块,其作用是:一方面将基本零件或子装配体组成更高一级的装配体或产品总装配体;另一方面可以先设计产品总装配体,然后再拆成子装配体和单个可以直接用于加工的零件。
UG在装配体的创建上有自己独到的设计理念。用户要善于学习这种理念,不仅可以改善自己的思维方式,而且能够更好、更快地使用UG开发设计产品。
3.1 人性化的装配方法
根据装配体与零件与零件之间的引用关系,可以有三种创建装配体的方法,即自顶向下装配、自底向上装配和混合装配。客户完全可以根据各自的实际情况和个人设计习惯选用。
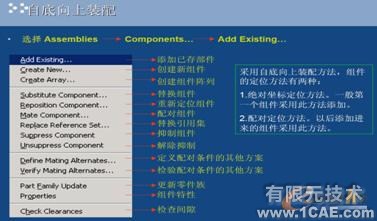
3.1.1 自底向上装配(Bottom-Up Assembly)
自底向上装配就是首先根据各个模具特点先创建单个零件的几何模型,再组装成子装配部件,最后生成装配部件的装配方法。一旦组件部件文件发生变化,所有利用该组件的装配文件在打开时将自动更新以反映其部件层做的变化。这种方法适用于外购零件或者现有零件。参见图(1)
3.1.2自顶向下装配(Top-Down Assembly)
自顶向下装配,是指首先设计完成装配体,并在装配级中创建零部件模型,然后再拆成子装配体和单个可以直接用于加工、做有限元分析的零件模型。这种方法适用于在装配中参照其他的零部件对当前的工作部件进行设计的方法。这样一方面提高了效率,另一方面保证了部件之间的关联性,便于参数化设计及其更改。参见图(2)
3.1.3混合装配(Mixture Assembly)
顾名思义,混合装配是将自顶向下装配和自底向上装配结合在一起的装配方法。例如首先创建几个主要部件模型,再将其装配在一起,然后在装配中设计其它部件,即为混合装配。在实际设计中,可根据需要在两种模式下切换,是一种灵活的装配方法。
图(1)自底向上装配(Bottom-Up Assembly)

图(2)自顶向下装配(Top-Down Assembly)
3.2 数据引用与共享
UG系统为了尽可能的利用已有数据,减少不必要的重复建模,降低出错几率,提高综合效能,最大限度地使用了数据之间的引用关系。而这种引用根据用户使用程度的不同可以有以下三个应用层面:
3.2.1 UG各应用模块之间相互引用
UG 所有的应用模块共享其统一的模型。即建立模型后,则该模型可同时被制图、装配、加工、机构分析和有限元分析等应用模块所引用,当模型修改时,相关应用自动更新或延迟更新,这也是UG相比其它CAD/CAM/CAE软件优越性之一,它能大大缩减了产品的开发周期,并避免了重复的设计,尤其在大型装配中体现。
3.2.2 文件之间相互引用
UG对零件的装配,与实际产品的装配不同,是一种利用电脑的虚拟装配。它是将一个零件模型引入一个装配模型时,虽然可以正常显示零件模型,但并不是将该零件模型的所有数据都接收过来,而只是在两者之间建立一种引用关系。这种关联的引用关系的双方在任意一方发生变化时,都会引起另一方相应的变化。比如,文件1存储零件模型,文件2存储装配体模型,两文件之间建立有引用关系。如果文件1中的零件模型发生了更改变化,那么文件2中的装配体也将相应的发生变化;同样,如果修改了文件2中装配体引用的零件模型,那么文件1中的零件模型也将相应的发生变化。
3.2.3多人之间相互引用
UG最高层面的数据共享体现在支持整个产品的开发过程上。在此过程中,多名设计人员可利用不同的模块来完成同一产品的不同开发工作,但他们共享同一产品模型。这种模型就是主模型,主模型是各个模块都能引用的部件模型,是并行工程思想在UG中的一种体现。所以该产品模型由多个文件共同组成,任何一名设计人员对产品所做的工作,其他设计人员都可以实时利用到其变化。这将实现互动、互通,可极大地避免了设计人员的重复劳动,并因此提高产品开发效率。
3.3 UG中装配模式
3.3.1 多零件装配(Multi-Part Assemblies)
用此方法进行装配,装配件中的零件与原零件之间是一种拷贝关系而非连接关系(概念近似于UG建模中的非参数化),对原零件的更改不能自动反映到装配件中,既消耗系统内存,又影响其装配速度。所以并不提倡此类装配方法。
3.3.2 虚拟装配(Virtual Assemblies)
用此方法进行装配,装配件中的零件与原零件之间是链接关系,对原零件的更改会自动反映到装配件中,从而节约了系统内存,提高了装配速度。所以推荐此类装配方法,下面我们将谈到此类方法的应用。添加或创建组件到装配体后,还要确定各组件之间的配对关系,以确定组件的装配位置。UG提供了八种确定组件装配位置的方式,看其图标就明白它们各自用途,所以在此就不予赘述。
4、切边模架在UG中的虚拟装配
通过上面的介绍,我们根据切边模具及热冲孔(精整)模具的设计要求及现有情况,将锻件作为主模型,依据主模型建模,来谋求切边模具及热冲孔(精整)模具在建模中模具型腔的一致性。可能由于客户持续性改进以至于主模型需要更改,我们仅仅更改主模型后,切边模模型和精整及冲孔模模型也将做相应的更改(前提是模型间要建立相关联)参见图(3)、图(4)。
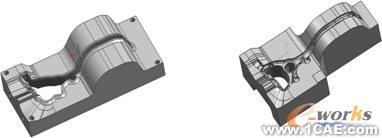
图(3) 切边模模型 图(4) 精整及冲孔模模型
初步建立好切边模模型和精整及冲孔模模型后,并不能直接送入加工车间加工制造。我们还要根据现有生产设备,设计与之相应的上、下模板及其众多零件进行虚拟装配,来满足“锻件能放得进去,切得下来,拿得出来,同时模具也要保证足够得强度”的基本设计原则,而且尽可能的提升生产节拍,给企业带来可观的经济效益。为此,我们可以对模板及其众多零件进行设计建模,再使用UG中自底向上装配(Bottom-Up Assembly)方法进行虚拟装配,也可以反复修改,直至满足各方面的要求为止。各类装配用零件在此就不一一向大家介绍。现将根据最终的设计要求和原则,在UG中完成了切边下模架的虚拟装配及其整个切边模架的虚拟装配。参见图(5)、图(6)。
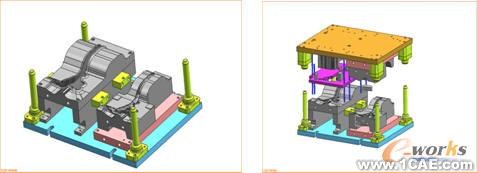
图(5) 切边下模架的虚拟装配 图(6) 整个切边模架的虚拟装配
面对模架上密密麻麻的各类销孔以及螺丝孔,设计人员在绘图和校对、审核过程中无疑是令人头痛的工作,一个销孔要由两个定位尺寸及一个孔径尺寸来决定,以此类推,销孔和螺丝孔越多其相应的尺寸就越多。并且各个零件又要根据自身的定位尺寸对号入座,即使错了任何一个位置尺寸,模架将无法装配并工作。这就突显了UG虚拟装配的优越性。同样,对于加工钻孔,操机人员如果按照图纸制作就非常容易出错,甚至使切边模板加工报废。不但影响了产品开发进度,又使企业增加了成本损耗。我们就完全可以利用UG强大的CAM功能,对上、下模板进行加工编程或整个装配模型仿真加工模拟,避免现场加工时模架上各部件与加工刀具的碰撞,可谓是省时、省力。不仅如此,还可以利用整个装配模型进行仿真运动分析及有限元分析,或做成仿真运动动画,给客户进行直观的模拟演示。通过使用UG虚拟装配功能,将模型输入加工车间生产出了每个零件,并进行了实际装配,设计、加工、装配成功率达到100%,整个开发周期提前了一倍,为产品迅速占领市场赢得了充裕的时间,也给企业带来了巨大的经济效益。装配加工好的模具参见图(7)、图(8)。

图(7) 现场装配加工后的切边冲头模 图(8) 整个切边模架的实物装配合模
5、结束语
Unigraphics软件拥有无缝集成的产品开发环境,不仅具有强大的实体造型、曲面造型、虚拟装配和生成工程图等设计功能,而且在设计过程中进行有限元分析、机构运动分析、动力学分析和仿真模拟及其加工编程模拟,大大提高了设计的可靠性。利用UG软件,不仅可以实现在产品开发全过程的各个环节保持相关,而且可以通过网络,使各设计人员之间的数据相关,从而实现多人异地协同工作。由于笔者水平有限,诣在通过此切边模架实例的虚拟装配,将自己的设计理念分享给各位读者,在此希望能起到的抛砖引玉作用,文章中难免存在疏漏和错误,恳请读者批评指正,相互交流共同进步。
相关标签搜索:UG NX软件在模具设计及模架虚拟装配中的实际应用 AutoCAD培训 AutoCAD培训课程 AutoCAD图纸设计 AutoCAD在线视频 AutoCAD技术学习教程 AutoCAD软件教程 AutoCAD资料下载 Fluent、CFX流体分析 HFSS电磁分析 Ansys培训 Abaqus培训 Autoform培训




