
运用UGWAVE技术探索工艺变更的瞬时完成
2013-05-16 by:广州有限元分析、培训中心-1CAE.COM 来源:仿真在线
本文针对制造型企业机械加工工艺变更周期冗长的繁琐负担,运用UG WAVE技术,探索构建工艺变更瞬时完成的捷径,阐述与产品设计、工艺自身纠错、工艺自身完善三种变更均可同步完成的原理、方法、步骤,并通过实例演示证明。该原理、方法、步骤是基于建立产品设计与工艺设计的参数化尺寸关联和位置关联的基础,通过工艺人员在工艺变更前的简短准备,达到零组件在设计与工艺两系统之间变更和工艺系统内部变更均能极短时间可靠完成的目的,从根本上实现设计与工艺、工艺与现场的快捷协同。
[摘要]:本文针对制造型企业机械加工工艺变更周期冗长的繁琐负担,运用UG WAVE技术,探索构建工艺变更瞬时完成的捷径,阐述与产品设计、工艺自身纠错、工艺自身完善三种变更均可同步完成的原理、方法、步骤,并通过实例演示证明。该原理、方法、步骤是基于建立产品设计与工艺设计的参数化尺寸关联和位置关联的基础,通过工艺人员在工艺变更前的简短准备,达到零组件在设计与工艺两系统之间变更和工艺系统内部变更均能极短时间可靠完成的目的,从根本上实现设计与工艺、工艺与现场的快捷协同。
在制造型企业科研生产流程中经常出现的各类繁琐而冗长的变更一直是工作量沉重、进度拖延和效率低下的重要原因,其中产品设计变更、工艺自身纠错、工艺自身完善所引起的工艺变更涉及的技术文档之广、牵扯部门之多、工作量之大、纠葛扯皮之烦恼更为突出。
人们常常可以看到,每每遇到如下三种类型情况时,技术人员就忙得团团转,生产现场就急得团团转:
一、设计部门对产品和零组件发生变更,需要工艺贯彻;
二、工艺系统内部为了纠错,需要工艺变更;
三、工艺系统内部为了完善,需要工艺变更。
由于上述三种类型引起的忙和急,促动着笔者,可否寻求一条同步进行瞬时完成而又科学可靠的捷径呢?UG WAVE技术使笔者的这一创意进入了探索的实践。本文从第一种类型切入,并扩展至第二第三种类型,且将理论与实际揉在一起,来论说这一探索的可行性。
制造型企业现在在产品设计方面已实现100%三维建模,部分设计模型在工艺设计阶段也已引用。要可靠、快速地完成上述三种类型的变更所引起的一系列变更工作,我们可以在此有利条件基础上,将设计部门和工艺部门有机的联系起来考虑,构建以参数化的尺寸关联和位置关联为核心的工艺变更方式,为工艺变更的同步进行瞬时完成探索新的模式。
同步进行瞬时完成模式的做法是:
①、工艺人员用WAVE的方式建立零件待加工部位与设计模型的相应部位的参数化尺寸关联和位置关联,使前者始终以后者作为位置变更、形状变更和尺寸变更的唯一依据;
②、工艺人员确定零件的定位基准和定向基准所需的几何体素,用WAVE的方式建立该几何体素与设计模型相应体素的尺寸关联和位置关联,使前者始终以后者作为位置变更、形状变更和尺寸变更的唯一依据;
③、在①和②的基础上,工装设计人员也用WAVE方式建立工艺装备上的几何体素与同一零件相应体素的尺寸关联和位置关联,使前者始终以后者作为位置变更、形状变更和尺寸变更的唯一依据。
④、当设计、工艺、工装对应部位在变更时,由于受尺寸关联和位置关联的共同约束,受位置变更、形状变更和尺寸变更一致性的作用,使得设计、工艺、工装的变更可以同时进行;
⑤、一般水平的工艺人员完成以上①②③④所需的时间最多半个小时,可以称之为工艺变更的准终时间,真正的工艺变更由于以上①②③④所遵循的规则,使所需的周期从时间段化为时间点,这就形成了“同步进行瞬时完成”。
现以凸轮为例,围绕加工顺序、加工部位、加工方式、定位方式、压紧方式、数控程序的生成对同步进行瞬时完成的做法加以说明。该凸轮模型的基本信息见图1、图2:
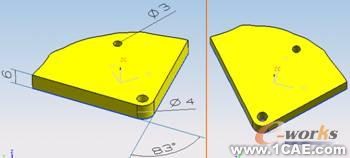
图1
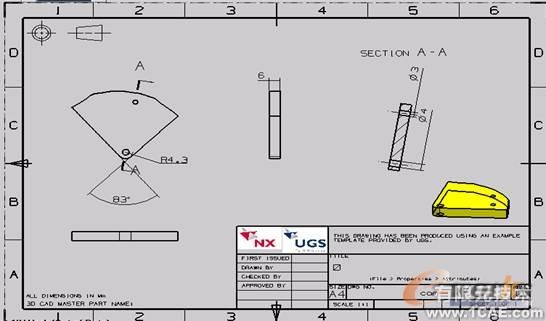
图2
假设某道工序的加工内容为该凸轮的工作型面,依据设计零件的三维模型,建立起三维的工艺模型和相应的工艺资源模型,按如下规则进行装配建模:①零件装配在底板、压板的组合上,②底板和压板组合装配在定位销、定向销组合上,③定位销和定向销组合装配在工序模型上,以上模型见图3到图5,并且按图6构建与设计零件进行参数化的尺寸关联和位置关联,具体的关联关系见表1:
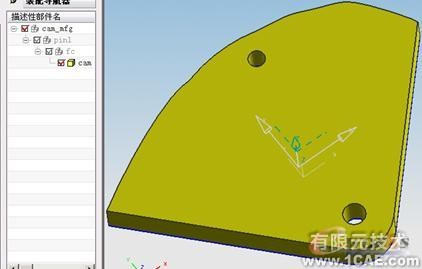
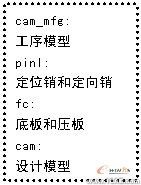
图3
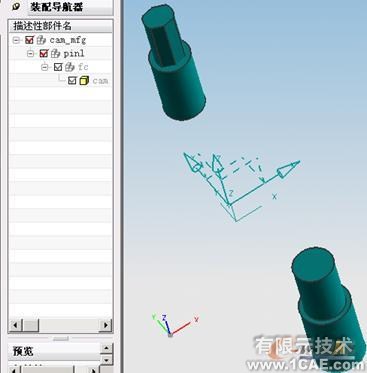
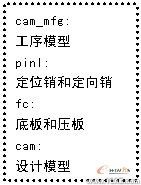
图4
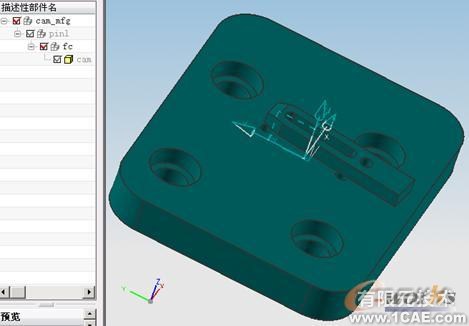
图5
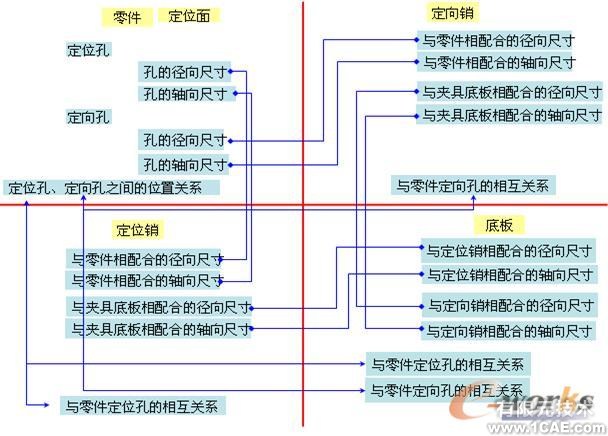

图6

表1
按尺寸关联和位置关联装配好的工序模型和相应的工装资源以及加工刀路图(粗加工、精加工)见图7、图8:
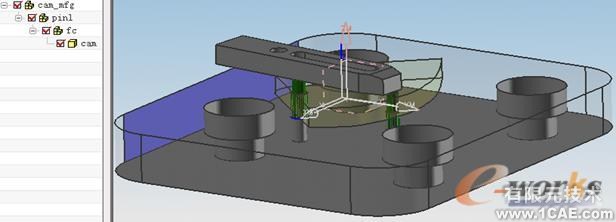
图7
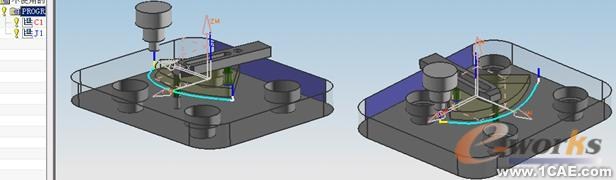
图8
假设设计部门在一次变更中对该零件作如下四处变更:
Ø工作型面发生变更;
Ø定位孔定向孔的相对位置发生变更;
Ø定向孔孔径减小
Ø工件高度减少
则工艺人员在贯彻设计变更时所作的唯一工作是在加工装配的最高节点处的制造环境中进行一次刷新操作,见图9;工装设计人员所作的唯一工作是在工装设计图(二维图)节点处进行一次刷新操作(此操作本文未列出),具体变更内容和变更关联的描述见表2:
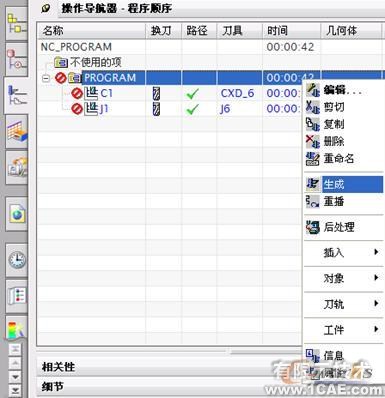
图9
|
变更 项目 |
变更前 |
变更后 |
|
尺寸关联/位置关联 |
cam::p15=6 cam::p13=3 |
cam::p15=4 cam::p13=2 |
|
定位孔、定向孔及两孔位置关系 |
WAVE LINK | |
|
定向孔(菱形销)工作面位置与定位、定向两孔连线保持垂直 |
WAVE LINK | |
|
变更前 |
变更后 | |
|
定位板 |
|
|
|
定位板、压板 |
|
|
|
变更前 |
变更后 | |
|
定位销 |
|
|
|
定向销 |
|
|
|
定位销、定向销 |
|
|
|
整体 综合 |
|
|
|
变更前 |
变更后 | |
|
NC程序刀轨 |
|
|
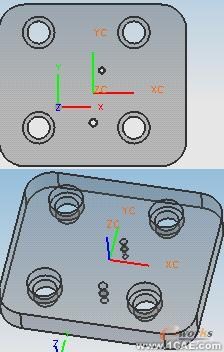
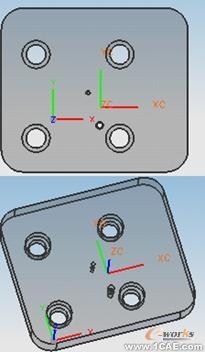
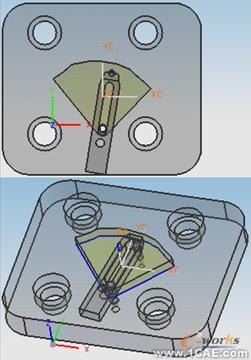
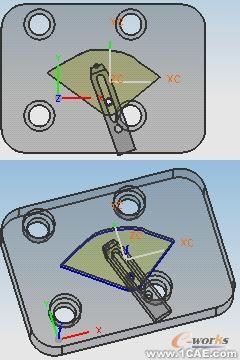


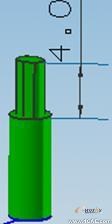
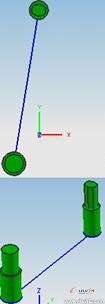
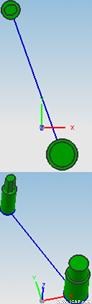
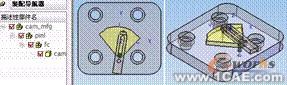

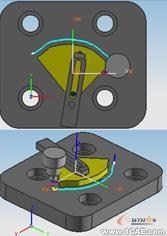
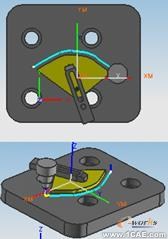
表2
以上实例演示了由于设计变更引起的工装资源、加工部位、NC数控程序仿真三个节点上的工艺变更,它通过关联关系实现了依据设计变更,准确可靠地进行工装、加工部位、NC数控程序的同步进行瞬时完成。与这种贯彻设计变更相比,工艺系统内部的纠错性变更和完善性变更就更具灵活性和自由性。这个实例说明该模式对三种类型的工艺更改都能极大的缩短工艺(工装、工序、程序)的变更周期,它将变更周期从时间段化为时间点。在这种快捷可靠的模式下,工艺系统的技术人员可以将主要精力集中于正确、合理地建立与设计零组件的关联关系和做强做精自己的专业工作,而将过去繁杂的工艺变更的工作量交由计算机完成。
相关标签搜索:运用UGWAVE技术探索工艺变更的瞬时完成 AutoCAD培训 AutoCAD培训课程 AutoCAD图纸设计 AutoCAD在线视频 AutoCAD技术学习教程 AutoCAD软件教程 AutoCAD资料下载 Fluent、CFX流体分析 HFSS电磁分析 Ansys培训 Abaqus培训 Autoform培训




