
【案例分享】Moldflow帮助格力大金轻松解决成本分析难题
2016-09-14 by:CAE仿真在线 来源:互联网
1. 概述
珠海格力大金精密模具有限公司(以下简称格力大金)由珠海格力电器股份有限公司与日本大金工业株式会社合资建立,于2010年5月8日正式投产,公司主要以空调产品为主。公司以“超越顾客期望为目标,以创建世界一流模具企业为己任,坚持走“做精,做强,做大”的发展道路。
格力大金公司非常重视企业核心竞争力的建立,他们的理念是企业核心竞争力必须要有先进技术的支撑。为此,公司在筹备期间就同步组建CAE分析团队,引进了塑胶行业模拟仿真分析Moldflow。他们的目标是:“打造行业闻名的技术团队,培养技术带头人” 。以注塑、钣金模具为载体,用技术实现高品质低成本、自动化的生产,为公司以及客户实现最大效益。
当前格力大金公司应用Moldflow已经融入到了整个公司的业务流程里,发挥着非常重要的作用。以下是格力大金应用Moldflow结合实际生产优化成本分析的案例分享。
2. 评估材料更换带来的效益风险
背景:为降低生产成本、公司考虑更换便宜的材料。
效益:空调行业ABS更换为HIPS单件材料成本可以下降20%
风险:材料特性的差异、产品成型的外观问题,凹痕,披锋,额外的成本可能高于换料节省成本,换料可能失败。
解决办法:通过Moldflow进行成本分析
案例一:评估换料之后的缩痕风险
2.1 图一显示的产品尺寸为:374X155.9X284mm,壁厚3.0mm。
原始方案采用的是ABS料,现考虑换成价格便宜的HIPS料,要考虑潜在的风险。
图一
模具难点在于产品属于外观件,表面要求无缩痕,产品筋位多且深,容易粘模如图二红色区域。

图二
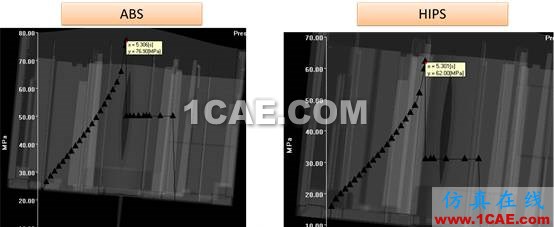
2.2 充填压力对比
通过分析发现,原始方案压力明显大于新方案,相对原始方案,压力较小有助于降低充填阶段产生的粘模问题,两方案的最大压力在可接受的范围内。
2.3 缩痕分析对比
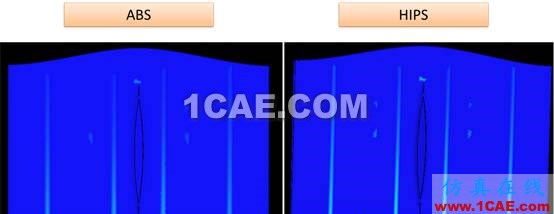
同等保压压力下,使用HIPS料的缩痕值大于ABS料,筋位缩痕更容易明显,因此换成HIPS料要考虑是否会影响外观。
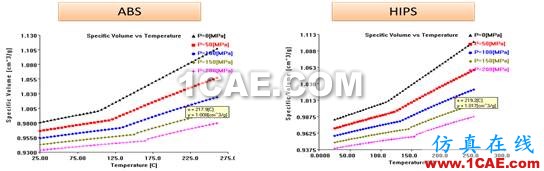
2.4 机械性能对比
2.5 实际效果比对

从实际样品来看,为了达到相同的缩痕深度值,HIPS需要更高的保压力,容易出现披锋问题,但实际成型时可以降低保压力,因浅色的产品HIPS料缩痕值不明显,不需要和使用ABS料相同的缩痕值判断标准。
建立knowhow:
黑色机型产品,必须采用ABS料(严格控制缩痕值,HIPS料更明显)
浅色机型产品,考虑采用HIPS料(缩痕值稍大但不影响外观)
案例二:评估换料之后的气纹问题
2.1 下图显示的产品尺寸为: 554.4X134.6X383mm,壁厚3.0mm。

顶部剖面图:

模具难点:产品为重要外观件,表面要求无缩痕,无气纹类缺陷
原始方案采用的是ABS料,现考虑换成价格便宜的HIPS料,要考虑潜在的风险。
2.2 流动分析评估
从以下分析结果来看,产品圈示处位置如右图,容易产生困气,影响产品外观。
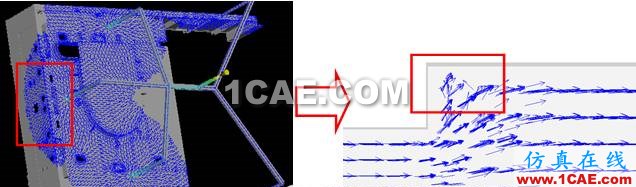
实际采用HIPS料样品如下:

由于产品涉及到外观,无法通过圆角方式改善采用ABS料,外观气纹表现不易明显,对于浅色机型可以考虑HIPS料,可降低材料成本。
2.3 项目效益评估
1. 利用Moldflow, 评估换料成功
2. 此项目外观件4件,一套成品可节约材料成本20元
3. 此项目年销量超过200万台,其中可以换料的浅色产品超过100万台
单个项目带来的效益: 100万* 20= ¥2000万 RMB
3. 通过应用预变形分析降低项目周期,缩短隐形开发成本
变形是注塑件成型过程中令人头疼的问题,由于产品所用材料、结构、模具设计以及工艺窗口的限制,对某些特殊结构件产品大幅降低变形的空间有限,为了满足产品装配尺寸的要求,结合Moldflow分析结果和实际经验,考虑对产品做预变形,可大幅缩短开发周期。
3.1 下图为空调室内机面板:

● 材料:BASF HIPS 495F
● 装配要求:间隙在0.5mm之内为合格
● 模具难点:装配间隙要求较高,产品变形量不得超公差
3.2 变形分析结果如下:
问题点:产品变形超过公差要求,Z向变形量接近3mm

实际生产时,注塑厂家为压缩成型周期,缩短冷却时间,变形量实际被放大,不良率大幅提高。
3.3 改善措施:
1) 冷却优化

2) 优化工艺

3) 工装整形

从以上实际效果来看,通过优化水路和工艺改善幅度非常有限。采用工装整形虽然有效,但费时费力,增加人力成本。
4) 简单有效、省时省力的解决方案-----预变形

采用预变形方案,进行破坏性开模,风险高,但通过应用Moldflow分析,并和实际相结合可以获得最佳的预变性设计方案。
3.4 按照实际工艺执行变形分析:
1) 严格按照实际工艺模拟,再次获取新的变形量。

2)预变形设计:

以浇口中心为变形中心线,产品整体下拉3.8mm(Moldflow2016版本可直接导出预变形模型),变形得到控制,满足装配要求,以下是实际产品:


同时以上采用预变形之后成型周期缩短5s,提升了10%的生产效率。
4. 总结
通过Moldflow优化设计方案,综合评估不同方案带来的产品质量问题,从而对产品生产成本进行准确的评估,可帮助企业轻松应对成本分析难题,缩短开发周期,降低隐形的生产成本,以下是应用心得:
1. 公司经常要和客户检讨项目,通过Moldflow分析结果,格力大金公司很容易和客户进行沟通,确定项目的可行性方案,加快了项目进度。
2. 在产品设计和模具设计之初,通过Moldflow分析避免潜在的设计风险,通过优化设计方案,一开始就让产品有了最大的成型窗口,抵消实际成型时人、机、料、法、环、测等各种条件的影响,保证量产的稳定性,大幅减少了废品率。
3. 应用Moldflow分析和实际相结合,逐渐建立自己公司的knowhow,如为产品做预变形,行业内做这类成型风险都很大,但是格力大金通过结合 Moldflow找出了自己的一套解决方案,为今后解决类似问题提供了依据。
4. 严格执行Moldflow的应用流程和公司knowhow标准的建立,让格力大金公司一直处在技术创新的良性循环轨道上,持续不断的提升了公司的核心竞争力,为实现公司的可持续发展提供强大的动力。
相关标签搜索:【案例分享】Moldflow帮助格力大金轻松解决成本分析难题 Moldflow分析培训 Moldflow课程培训 Moldflow注塑分析的塑胶制品应用 Moldflow视频 Moldflow技术教程 Moldflow资料下载 Moldflow分析理论 Moldflow软件下载 Fluent、CFX流体分析 HFSS电磁分析 Ansys培训 Abaqus培训




