
注塑制品厚度对收缩率变化影响
2016-11-30 by:CAE仿真在线 来源:互联网
影响注塑制品收缩的因素很多, 成型材料( 包括高聚物的分子链结构、结晶度、力学性能、流变性能等) 、制品结构( 包括制品厚度、嵌件结构等) 、工艺条件( 包括注射速度、保压压力、保压时间、冷却时间等) 和模具设计( 包括浇口位置和数量、冷却回路分布等) 等都影响其收缩行为。
本文采用CAE的方法来研究制品厚度的变化对注射成型横向收缩率( 沿着流动的方向) 和纵向收缩率( 垂直流动方向) 的影响。
(一)实验制品结构与尺寸
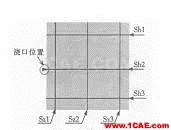
模拟实验采用的制品结构如图1所示, 制品为36mm×36mm 的方形制品, 为了研究清楚厚度对注射成型收缩率的影响规律, 在厚度范围0.8~4.0mm 内,厚度每增加0.5mm 得到一个制品, 测定其横向收缩率Sh( 测Sh1、Sh2、Sh3 等3 处收缩率的平均值)与纵向收缩率Sz( Sz1、Sz2、Sz3 等3 处收缩率的平均值) 。
(二) 模拟实验的工艺条件与方法
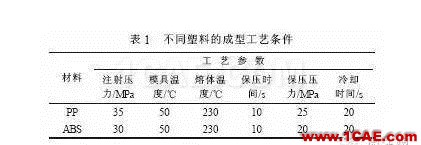
实验针对不同厚度的制品, 分别采用2种材料进行研究, 结晶型材料PP 和非结晶型材料ABS进行模拟。每种材料均按常用的工艺条件进行“填充+翘曲”模拟, 工艺条件如表1所示。同一材料的工艺条件用于不同厚度的制品, 浇口位置如图1 所示。分别对每一种厚度的制品进行“填充+翘曲”分析, 然后测得如图1 所示的Sh1、Sh2、Sh3、Sz1、Sz2、Sz3 等6 个位置的收缩率, 取Sh1、Sh2、Sh3 等3 个的平均值即为制品的横向收缩率Sh, 而Sz1、Sz2、Sz3 等3 个位置的收缩率即为制品的纵向收缩率Sz。
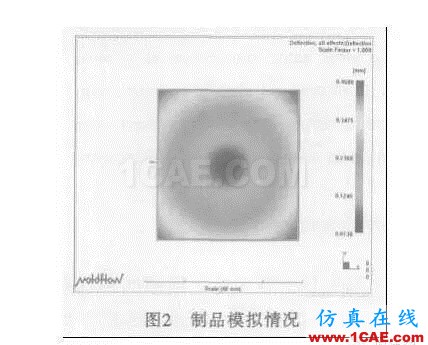
采用图1所示的制品和表1中的工艺条件, 应用MoldFlow软件的“Flow+Warp”功能模拟制品收缩的情况, 如图2所示, 图2中显示为用PP 塑料, 厚度为1.4mm制品的翘曲情况。
在模拟的结果中利用MoldFlow的结果查询功能, 对图1所示的6个位置的收缩率进行测量, 得到Sh1、Sh2、Sh3、Sz1、Sz2、Sz3 等6个位置的收缩率, 记录于表2表3。
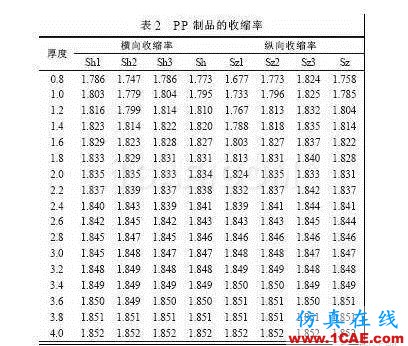
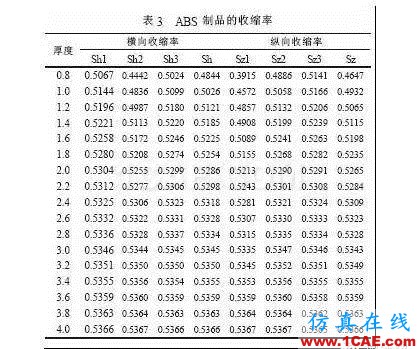
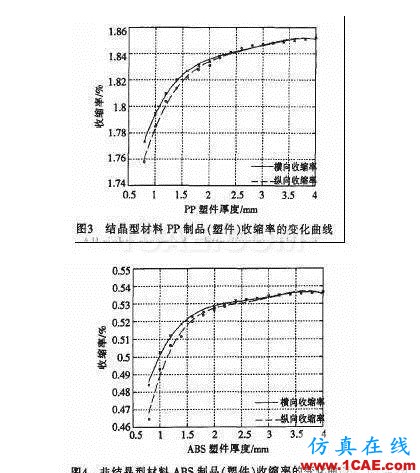
根据以上不同厚度的制件的模拟结果, 利用MATAB软件进行样条曲线拟合的方法对制品收缩率的结果数据进行拟合处理, 可得如图3( 结晶型材料PP) 和图4( 非结晶型材料ABS) 所示的不同厚度制品的收缩率变化曲线。
由图3和图4曲线可以看出, 不论是结晶型塑料还是非结晶型塑料的制品, 制品的厚度不同时, 制品的收缩率是有很大的差别, 随着制品厚度的增大, 制品的纵向收缩率和横向收缩率都在增大。
但是这种增大的趋势是非线性的, 而是随着厚度的增加而逐渐减缓, 且纵向收缩率略小于横向收缩率。
微注塑整理
相关标签搜索:注塑制品厚度对收缩率变化影响 Moldflow分析培训 Moldflow课程培训 Moldflow注塑分析的塑胶制品应用 Moldflow视频 Moldflow技术教程 Moldflow资料下载 Moldflow分析理论 Moldflow软件下载 Fluent、CFX流体分析 HFSS电磁分析 Ansys培训 Abaqus培训




