
MoldFlow软件连接器产品翘曲分析及应用
2016-11-08 by:CAE仿真在线 来源:互联网
翘曲问题描述
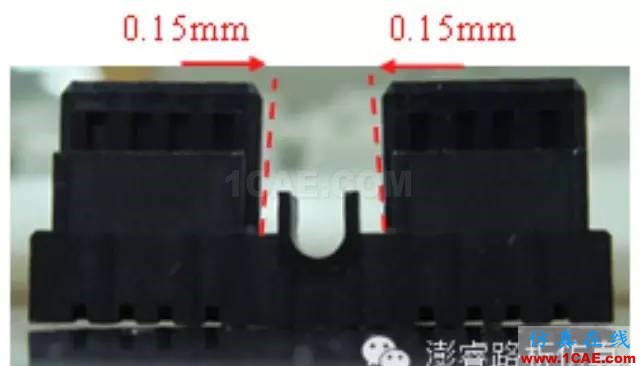
如下图1所示, USB连接器产品的两个舌片有明显的内缩问题, 变形量测结果为单边内缩约0.15mm, 影响外观及互配的功能要求.

图1. USB翘曲形态
很多人在看到这个变形问题时, 会认为这是由于两个舌片的“L形”转角内缩效应造成的. 但是在仔细研究制品的翘曲形态后发现, 两个舌片本身没有内缩(维持90°). 变形是发生在中间连接区域, 变形模式分析见下图2, 3. 因此, 在产品发生变形问题时, 对变形形态的分析很关键, 否则会造成错失重点的问题. 而针对此USB连接器的变形, 改善的关键也在于对中间连接区域收缩的破坏.
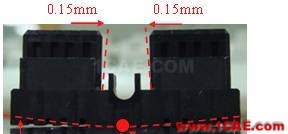
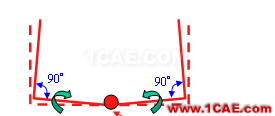
图3. USB翘曲形态简示图
2. 目前的结构模流分析
通过MPI/3D真实三维软件模拟, 分析流动对翘曲的影响, 产生翘曲的主要原因, 并提出翘曲改善的对策.
模拟用成型参数: 材料PA6T, 成型温度: 355℃, 模具温度: 115℃.
MPI/3D流动模拟的结果, 如图4所示, 双浇口形成的两股料流, 在中间连接区域大块的肉厚处相遇, 形成缝合线. 在缝合线处强度较弱, 并在此处产生较大的收缩.
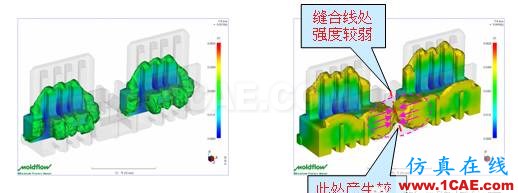
图4. MPI/3D 流动模拟结果
两个舌片中间连接区域与其它区域肉厚相差悬殊, 推测此处造成的较大收缩为两舌片内缩的主要原因. 由于两舌片中间处为缝合线位置, 强度较弱, 对整体变形也有贡献. MPI/3D翘曲模拟的结果, 如图5所示, 与实际翘曲有相同的模式, 舌片单变的变形量为0.20mm, 比实际变形大.
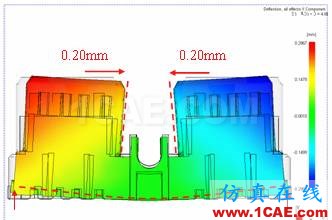
图5. MPI/3D 翘曲模拟结果
3. 改善的结构模流分析
根据上面的翘曲模拟分析, 建议在中间连接的肉厚区域进行逃肉, 减小收缩.
如图6所示.
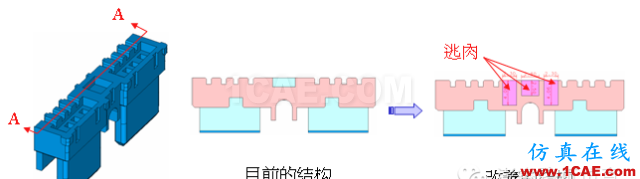
图6. 逃肉改善建议
从肉厚均匀和流动考虑, 两个舌片中间区域的收缩会有减小. 如图7所示,模拟翘曲由0.20mm降为0.11mm, 有45%的改善量. 实际试模验证, 两个舌片单边变形0.07mm, 满足产品规格要求, 改善成功!
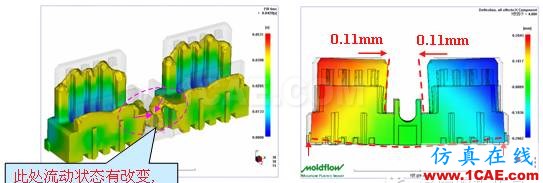
图7. MPI/3D 流动, 翘曲模拟结果
一. 结束语
本文介绍了连接器翘曲产生的原因, 并通过实际的案例分析, 应用MPI/3D模拟分析制品流动, 翘曲, 并提出改善对策, 最终成功改善. 同样, 在开模前, 我们也可以通过软件的模拟, 对流动和翘曲的风险进行评估, 以保证生产出合格的塑料制品.
相关标签搜索:MoldFlow软件连接器产品翘曲分析及应用 Moldflow分析培训 Moldflow课程培训 Moldflow注塑分析的塑胶制品应用 Moldflow视频 Moldflow技术教程 Moldflow资料下载 Moldflow分析理论 Moldflow软件下载 Fluent、CFX流体分析 HFSS电磁分析 Ansys培训 Abaqus培训




