
Moldflow软件在汽车保险杠浇口设计中的应用
2016-11-14 by:CAE仿真在线 来源:互联网
浇口是注塑成型模具的浇注系统中连接流道和型腔的熔体通道。注塑件的质量在很大程度上取决于模具的结构设计,浇口数量和位置是模具结构设计的重要参数,因此,浇口设计对注塑件质量的影响尤为重要。注塑模浇口位置的设定决定了聚合物的流动方向和流动平衡性,产品质量可以通过浇口位置的优化得到显著提高,不合理的浇口位置常常造成熔体充填不均,引起过保压、剪切应力高、熔接线性质差和翘曲等一系列缺陷…。浇口数量对注射压力和熔接线有很大的影响,浇口数量较多,熔体在型腔中流动的流程较短,所需注射压力较低,但可能会使熔接线的数目增多,反之浇口数量较少,熔接线的数目可能会减少,但流程较长,所需的注射压力较高,制品的残余应力也相应增高,还可能会导致注塑件产生翘曲变形。
对于大型注塑件利用传统的设计方法,其试模过程复杂,时间很长且难于确定浇口的数量和位置。运用Moldflow软件进行流动模拟分析,可以得到最佳的浇口数量与位置,减少试模修模次数,缩短生产周期,降低生产成本。
1 有限元网格划分及网格修补
课题研究的汽车塑料保险杠为重庆某公司生产的,保险杠外形尺寸为1580mm×547mm×337mm,平均壁厚为3.5mm,为大型塑料制件。使用NX4.0软件建模,采用stl文件格式导人MPI6.1中划分有限元网格,分析中采用表面网格划分。利用Mesh Tool对网格缺陷进行网格修复,达到较为满意的结果,最终的有限元格模型如图1所示。

图1中网格的三角形数量为51444,节点数量为25658,自由边与非重叠边全部为零,网格匹配率为85.6%,三角形最大纵横比为6.5,最小纵横比为1.05,满足流动分析、翘曲分析及冷却分析对网格的要求。
2 材料及工艺参数设置
保险杠材料为改性聚丙烯(PP),为南京某工程塑料公司生产,牌号为ABP-1125。由于Moldflow的材料库里没有这种材料,模拟时选取与此种材料相近的专业保险杠PP材料,美国Advanced Composites Inc公司的C0-0849,该材料固体密度为0.93514g/cm3,熔体密度为0.78046g/cm3,最大剪切应力为0.25MPa,最大剪切速率为1x105s-1,熔体指数为27g/10min。充模流动分析的成型条件为模具温度40℃,熔体温度210℃。
3 浇口设置及流动分析
Moldflow中的浇口位置分析可以快速而又较为准确地得到最佳的浇口位置区域。而流动分析模拟了塑料熔体在注射过程中流动情况,可以优化加工参数、预测制件,可能出现的缺陷等。从而大大减少试模次数,节约成本。
3.1浇口设置分析
3.1.1浇口位置分析
Moldflow中的最佳浇口位置主要是用于分析单点进浇的最佳位置,但是能够很好地得到最佳浇口位置区域。对于大型复杂制件特别是保险杠这种长流程的制件来说不可能使用单点进浇。单点进浇虽然在熔接痕方面比多点进浇的优势大得多,可是因流动距离太长却不容易充满型腔,分析结果如图2所示。

从图2中可以看出,最佳浇口位置区域分布在制件的中心区域附近。符合形状对称制件浇口位置设置应居中的原则,这样能很好地避免制件发生翘曲变形。但浇口分析模块只是为设计分析找到一个初步最佳浇口的位置,该浇口位置对设计者有很好的参考价值,最终的浇口位置还需结合实际情况而定。
3.1.2浇口设置
Moldflow里的浇口模块可以非常准确地模拟出最佳浇口位置,对保险杠来说不适合采用单点进浇。因此应考虑大型模具设计特点,采取多点进浇设置保险杠的浇口。根据保险杠模具设计经验,保险杠模具浇口的设计常选用两种多点进浇的方案。方案一如图3所示,为6个浇口进浇,浇口形式为点浇口,浇口直径为6mm,采取热流道点浇口直接进浇的形式。方案二如图4所示,为3个浇口进浇,浇口形式为点浇口,浇口直径为8mm,采取热一冷流道结合的方式,即在制件上设置辅助冷浇道,将热流道的点浇口设在冷流道上。这两种方式都是保险杠模具设计常见的浇口进浇形式。

图4 3点进浇的冷热流道结合的浇口设置
3.2流动分析
选用MPI/Flow流动分析流程,分别对方案一和方案二进行分析计算,得出分析报告,将两种方案的分析结果进行比较。
3.2.1填充时间
填充时间是注射成型中的重要参数,填充时间短,成型周期缩短,生产效率得到提高,降低,成本;填充时间短,制件中的内应力减小,引起材料翘曲变形的可能性降低,塑件质量得到保证。图5为两种方案填充时间的比较。从图5可以看出:两种方案填充时间大致相同,但方案一比方案二填充时间要多0.038s。这说明并不是浇口越多,填充时间越短,充填型腔的速度越快,是因为填充时间与许多因素有关。方案二采取的热-冷流道结合的方法,冷流道的浇口截面积比单一的热流道浇口截面积大21.982mm2,反而比单一的热流道点浇口填充的稍微快0.038s。
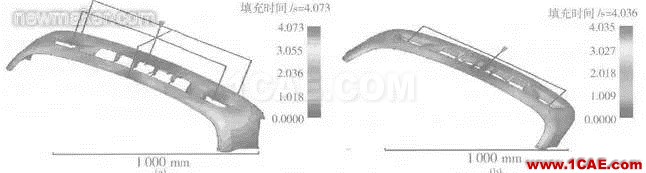
图5 填充时间的比较
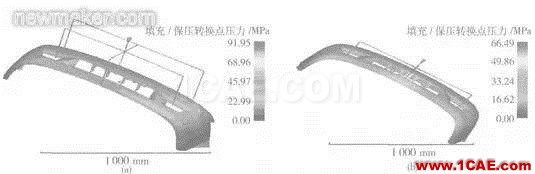
3.2.2填充/保压转换点压力
填充/保压转换点压力是最大型腔压力的体现,图6为两种方案填充/保压转换点压力的比较。从图6可以看出:方案一的转换点压力为91.95MPa,方案二的转换点压力为66.49MPa。即方案二最大注塑压力比方案一小25.46MPa。所需的注射压力小,说明流道和型腔的阻力小,注射压力损失小,熔体充模容易。所需的注射压力小,模具材料受力小,对模具材料的强度、刚度要求降低,模具磨损小、寿命提高;所需的注射压力小,注射成型的能源消耗小,生产成本降低,经济效益提高。
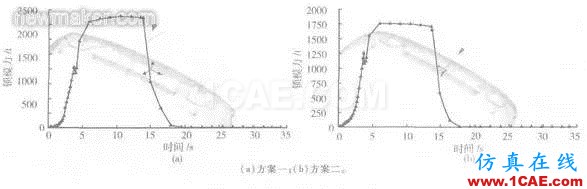
3.2.3锁模力
在注塑成型过程中,动模与定模合模并被锁紧,凹、凸模需紧密地合在一起构成型腔,然后才能注入熔融的塑料。锁模力的作用主要就是为了防止模具分型面被模腔压力胀开,防止出现溢边跑料现象,因此必须对模具施以足够的锁模力。但锁模力越大不仅会增加模具的磨损,降低排气作用,还提高了对注塑机的要求,应适当降低锁模力。图7为两种方案的系统锁模力随时间的变化。从图7可以看出,方案一从保压点的开始所需锁模力从1300t左右上升到2400t左右,方案二从保压点开始,所需锁模力从1250t左右上升到1750t左右,方案二的所需最大锁模力比方案一低560t。可见,方案二对注塑机的锁模力要求低,在注塑量、装模空间和开模行程等满足要求的前提下,可以选用较小的设备进行注射成型生产。
3.2.4残余应力
残余应力是引起塑件龟裂、翘曲变形等缺陷的主要原因。预测残余应力是CAE模拟分析的一个重要环节和目标。减小产品的残余应力,产品引起龟裂、翘曲变形等缺陷的可能性也会降低。图8为两种方案模腔内第一方向(分子取向方向)的残余应力的比较。从图8可以看出:方案一分子取向方向上的残余应力为-65.33~51.12MPa之间变化,变化区间为116.45MPa;方案二从-60.20~51.11MPa之间变化,变化区间为111.31MPa。方案二的残余应力变化区间比方案一的小5.14MPa。因此,从残余应力的大小看,方案二比方案一要好。

3.2.5熔接痕
注塑件在成型的填充过程中,存在两个或者两个以上流动前沿时,当流动前沿相遇会形成熔接痕,而出现两个或者两个以上的流动前沿,除与型芯和嵌件有关外,还与浇口位置或数量有关,且浇口位置和数量对熔接痕的位置和强度还有影响。通过改变浇口位置或数量可改变熔接痕的位置,使熔接痕位于制件上较不敏感的区域,以避免影响制件的机械性能和表观质量。图9为两种方案熔接痕的比较,从图9可以看出:方案一和方案二的熔接痕数目差不多,但方案二比方案一熔接痕较不明显,且熔接痕出现的位置也比方案一理想。从图9可以看出,方案一的熔接痕平均长度要比方案二长,且大部分出现在保险杠的边缘处,影响保险杠的强度。
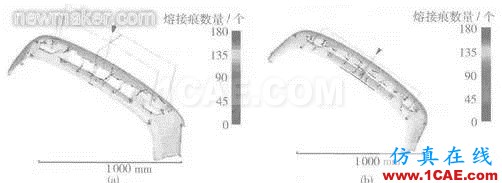
图9 熔接痕的比较
4 结论
通过Moldflow分析可以看出,该汽车保险杠注射模的浇口设置中,方案二具有填充时间短、型腔压力低、锁模力小、残余应力小等优点,因此选择方案二即三个浇口较为理想。这也说明,设计模具浇口时,并不是浇口数量越多越好。合理的浇注系统,与浇口数量和浇口位置以及浇注系统的尺寸有关。
相关标签搜索:Moldflow软件在汽车保险杠浇口设计中的应用 Moldflow分析培训 Moldflow课程培训 Moldflow注塑分析的塑胶制品应用 Moldflow视频 Moldflow技术教程 Moldflow资料下载 Moldflow分析理论 Moldflow软件下载 Fluent、CFX流体分析 HFSS电磁分析 Ansys培训 Abaqus培训




