
Moldflow在气体辅助注塑成型中的应用
2016-11-09 by:CAE仿真在线 来源:互联网
|
引 言
气体辅助注塑成型(简称气辅成型)是塑料加工领域的一种新方法,80年代开始用于生产实际,气体辅助注射成型比传统注射成型多一个气体注射阶段,由气体推动塑料熔体充满模具型腔,因此在气辅成型制品设计和模具设计时必须提供明确的气道来引导气体的走向。气道几何尺寸的大小、截面形状的确定和位置的布置都会影响到气体的穿透和气体对熔体流动的干涉,从而最终影响到成型制品的质量。 |
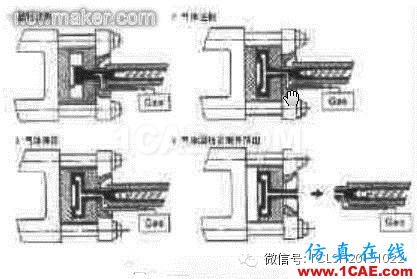
一.气辅工艺原理
第一阶段:塑料注射:熔体进入型腔遇到温度低的模壁,形成一个较薄的凝固层。
第二阶段:气体注射:惰性气体进入熔融的塑料,推动中心未凝固的塑料进入尚未充满的型腔。
第三阶段:气体入射结束:气体继续推动塑料熔体流动直到熔体充满整个型腔。
第四阶段:气体保压结束:在保压状态下,气道中的气体压缩熔体,进行补料确保制件的外观。
二.气辅注射成型技术的特性
(1)可保证壁厚差异较大制品的成型质量
采用气辅技术可将制品壁厚处“挖空”设计成气道,从而保证壁厚差异较大制品的成型质量。可简化制品的形状,可将原来因壁厚差异较大需分成几个零件成型然后组合的制品,实现一体成型。
(2)注射压力低
所需注射压力为普通注射成型注射压力的10%~75%,相应成型同样投影面积制品的锁模力也只需普通注射成型锁模力的10%~75%。
(3)可消除缩痕,提高制品表面质量
从制品整体收缩的情况分析,普通注射成型采用树脂保压,保压压力较高,直到浇口封闭之前都不断向型腔内补充树脂,因而树脂密度增大,收缩减小,但浇口封闭以后其收缩部分得不到补偿,而无法保证制品表面形体完全与模具型腔表面一致。采用气辅技术气体保压压力较小,虽然树脂自身的收缩较大,但其收缩可由气体从内部膨胀予以补偿,使制件不会出现凹痕,因而可使制品表面重现模具型腔表面质量。
另外,制品筋肋部分表面出现缩痕是由于制品的壁厚差异造成的,对于这种情况,采用气辅技术后,可将筋肋与表面相交处“挖空”减小甚至消除缩痕。
(4)可减小制品成型应力和翘曲
采用普通注射成型需要很高的注射压力,才能使树脂填满整个型腔,并因从浇口处至填充末端的压力梯度很大而产生应力,树脂在凝结固化的过程中,应力就会“冻结”、“残留”,成为成型中的一种“记忆”,待制品脱落型腔后,可能会马上发生翘曲变形,或在使用过程中逐步变形,尤其是在喷漆、电镀等二次加工或装饰时,这种现象会更明显。
采用气辅技术后,所需注射压力较低,而且内部填充的气压处于均等,因此可显著降低制品内部应力,又使制品在冷却时,内部气压保持恒定,可进一步减低制品的扭曲变形趋势。
(5)可提高制品的强度与刚度
采用气辅技术可使壁厚差异较大制品实现均匀充填,避免了普通注射成型产生较大内应力缺陷,并可在不增加制品重量下,通过气道设计增加制品截面的二次惯性矩。
综上所述,采用气辅技术后,可简化模句结构、减轻制品重量、大大节省材料(20%~30%)、降低锁模力、缩短成型周期,达到降低制品成本及提高制品质量的目的,因而气辅技术得到各行业的广泛关注。
三.气体辅助注射成型工艺过程
气辅成型一般包括熔融树脂注射、气体注射、气体保压、气体回收、制件顶出等几个主要步骤。
首先由浇口向模具型腔内注入熔融的树脂后,再注入一定压力的惰性气体(氮气),借助气体压力的作用推动树脂充实到模具型腔的各个部位,使塑件最后形成中孔断面而保持完整外形,并从树脂内部进行保压,此时气体压力就变为保压压力。由于靠近模具表面部分塑料的温度低,表面张力高,而处于模具型腔中心部位的熔体温度高,粘度低,致使气体易于在塑件较厚的部位(如加强筋)形成空腔,而被气体所取代的熔融塑料被推向模具的末端,形成所需要成型的制件。气体可回收,其回收过程发生在冷却结束,开模之前。与传统注塑成型相比,多了一个气体辅助充填阶段,且保压阶段是靠气压进行保压的,保压压力低,可降低制品内应力,防止制品翘曲变形。由于气体能有效传递所施加的压力,可保证制件内表面上压力分布均匀一致,即可补偿熔体冷却时的体积收缩,也避免了制件顶出时的变形。采用气辅成型是通过控制注入型腔内的塑料量来控制制品的中空率及气道的形状,气辅成型有压力控制法与体积控制法两种。气辅成型循环周期:
(A)充填阶段
1:循环开始
1-2:注入树脂
2:完成树脂填充
2-3:注入气体前树脂膨胀时间
3:开始注入气体
3-4:注入气体
4:型腔填充完毕
(B)保压阶段
4-5:气体保压
5:气体泄压(抽回气体或派出气体)
6:开始脱模
(C)脱模阶段
注射成型循环周期内压力与时间的关系如图6所示。普通注射成型,其注射压力与时间大关系曲线表明,在时间间隔t1内,型腔的大部分被充满,从t1~t2之间型腔充填时,注射压力急剧增大,t2时刻的压力为充满型腔所需的最大的注射压力,这压力值也决定了所需的锁模力。在t2~t3阶段,型腔内树脂压力随冷却而下降,在t3之后开模。
对气辅成型而言,t1时刻内为缺料注射,t1~t2这一段时间为注入气体之前,注入型腔内的熔融树脂膨胀时间。这个时间很重要,是一个重要的工艺参数,根据不同情况可设定为零到几秒之间。这时间需精确控制。在t2~t3时间内注入气体,有气体将熔融树脂填充到型腔各表面,在t3~t4时间内树脂冷却,气体保持恒定压力,在t4时刻开始回收气体至t5时刻开模取出制品。
四.气辅成型制品设计的基本原则
能否采用气辅技术成型制品,首先在于制品设计是否成功。在构思及设计制品时,就必须考虑树脂的浇口位置,气体的入口位置,气道的形状及布置,制造的可行性。根据不同制品的形状及工艺方法,气体的入口位置可与树脂浇口是同一位置,也可以在型腔及分模线的某一部位设置,可以设置一个或多个。
气体的入口位置及气道设计是制品设计的关键,气道的作用除了引导气体之外,另一个作用是便于树脂流动。在注入树脂阶段,气道成为树脂的流道,因截面面积较大,可降低注射压力。在气道设计时应注意:(1)气道相对浇口的布置应是对称或单一的;(2)气道必须是连续的,但不应自己形成回路;(3)一般情况下气道体积应小于制品整个体积的10%。
利用气辅成型的制品根据结构形状不同,大致分为三类:
棒类制品,类似把手之类的大壁厚制件
板类制品,容易产生翘曲变形和局部熔体聚积的大平面制件
特殊制件,由传统注射成型技术难以一次成型的特殊结构的制件
棒类制品
气辅成型技术在棒类制品的成型中显示出明显的优势,一般采用中空注射的气辅工艺,即气体穿过整个制件的壁厚部位形成气道。因此,制件的设计即是气道的设计应考虑以下方面:
制品截面最好是接近圆形。因为气体在气道中穿透形成的中空部分截面趋向于圆形,这样制品接近圆形可避免因熔体的不均匀分布而造成壁厚不均匀。
当制品因使用或结构要求不允许采用圆形截面时,应遵循以下原则:外形尽量接近圆形; 避免尖角,采用大的圆角过渡;避免熔体在角部产生堆积;保证整个制品壁厚均匀。
采用矩形截面时,气道通常为椭圆形。为保证气体穿透的均匀性,应满足b≤(3~5)h
制件长度应大于制件截面高度h的5倍,保证沿制件长度方向气体尽量穿透,以得到均匀的壁厚。
气道转弯处制件应有足够大的圆角半径,避免内外转角处的壁厚差异。
气道截面尺寸变化应平缓过渡,以免引起收缩不均。
气道入口位置不应设置在外观面或制件承受机械外力处。
进气口位置应接近浇口,以保证气体与熔体流动方向一致,但两者距离应在30mm以上,以避免气体反灌入浇口。
熔体和气体的注射入口应尽量布置在制件中间,熔体流动和制品设计应保证平衡结构,才能确保气道的均匀穿透。
板类制品
气辅成型技术的主要应用之一就是板类制件的成型。气辅成型技术能有效克服传统注塑成型中板类制件的一些困难,显著降低缩模力,减小制件翘曲变形,提高制件的刚强度,避免局部的表面凹陷。
因为气体总是沿着阻力最小的方向前进,容易在较厚的部位进行穿透,因此设计板类制件时常将加强筋或肋板等较厚部位作为气道,一般设在制品的边缘或壁的转角处。对制品的设计也就是对加强筋和肋板的设计,即气道的设计。
特殊制品
由于结构和使用的要求,一些复杂的塑料制品不能采用传统方法一次注射成型,往往需要多个部件装配而成。如图所示的汽车支架零件,凸缘的壁厚远大于侧壁的壁厚,采用传统的注射成型会在凸缘形成明显的凹陷,影响表观质量和使用性能。该类制品采用气辅成型后,均能很好地保证制件的表面质量,并且大大地节省材料,缩短冷却时间
五.气体辅助注射成型技术设备
气体辅助注射成型是通过在普通的注塑机上安装一套附加的气体注射装置来完成的,气体注射成型装置有注塑机、气辅装置及特种进气嘴三部分组成。
(1)注塑机
由于气辅成型采用压力控制与体积控制法控制制品的中空率及气道形态,以对注射熔融树脂量及注射压力的精度误差有一定的要求。要求注射量的精度控制在±0.5%,注射压力波动相对稳定,只要能满足上述要求的注塑机在控制系统上能与气体单元相匹配,均可用于气辅成型。
(2)气辅装置有氮气发生器、控制单元及氮气回收装置组成。其功能是从氮气发生器中获取低压氮气后,将其增压为高压气体,储于高压气缸内。
(3)进气嘴根据气辅方式大致分为两类:一类是主流道式进气嘴,这种气嘴是利用注射机喷嘴注射树脂的通路,实现对型腔注入气体也就是待喷嘴完成熔融树脂注射后,切换成气体通道。另一类是独立的气体通路专用气嘴,根据要求及分析结果可在塑件的任何位置设置。
六.利用阀式浇口控制溢料井
这个例子将讨论如何模拟有溢料井的制件在成型过程中利用阀浇口来控制气体的穿透情况,利用该特征,必需在工艺参数设置模板上设置其参数,在有限元网格文件中相关的阀浇口的开关时间也必需指定。
对于某些气辅成型例子来说,溢料井可连接在气道的末端,以便获得理想的气体穿透效果。在树脂注射阶段,树脂填充型腔的其它区域,而到溢料井的通道是关闭的,如图上部所示,在树脂注射结束后,可设定一个延迟时间,让树脂松弛、薄壁区域树脂固化。在注气之前必须立即打开溢料井,创建多余的一部分体积,与被注入的气体代替的树脂相当。当制件被顶出型腔后,溢料井如不需要可修剪掉。
采用溢料井的优点可减少树脂和气体充填时动力学方面的复杂性问题,同时,还提供了另一个控制气体穿透的方法。其缺点是需要作二次修剪工作,要用额外的材料来填充溢料井。
分析前的设计准备:
模型:制件是一300×60mm,厚度是2.5mm的长方形,气道布置在制件的边缘处,直径为10mm,溢料井布置在气道的末端。
材料选择:材料PC(GE Lexan 141)
工艺条件设定:
工艺条件设定如表所示,选择气体压力控制,延迟时间0.4s,气体注射时间15s,气体注射压力20Mpa。
分析结果:
熔体流动前沿:熔体在2.55s,型腔充填到90%时的流动前沿,溢料井此时打开。延迟时间为0.4s,在2.95s开始注入气体,随着气体的穿透,熔体前峰进入到溢料井中,当时间为3.1s时,熔体前峰在气体的推动下完全填满溢料井。
树脂皮层厚度因子:
充填结束时,气体继续穿透以补偿树脂的体积收缩,气体二次穿透情况如图所示。
压力分布:
是在4.5s时的型腔压力的分布情况,压力分布较均匀。
结论:通过分析获得理想的气体压力曲线,以便获得合适的熔体流动速度,确定合适的工艺参数,获得在气体压力控制或气体体积控制下的相似的气体压力曲线。
相关标签搜索:Moldflow在气体辅助注塑成型中的应用 Moldflow分析培训 Moldflow课程培训 Moldflow注塑分析的塑胶制品应用 Moldflow视频 Moldflow技术教程 Moldflow资料下载 Moldflow分析理论 Moldflow软件下载 Fluent、CFX流体分析 HFSS电磁分析 Ansys培训 Abaqus培训




