
实战解析:如何实现免喷涂无流痕?
2016-11-30 by:CAE仿真在线 来源:互联网
免喷涂材料由于树脂中添加了特殊颜料、金属颜料等,在材料的加工过程中,在温度和剪切力的作用下,金属颜色容易充当催化剂的作用,引起材料降解,造成制品表面产生气痕或银丝、甚至是表面气孔及材料发黄降解等不良现象。并且注射速度过高造成剪切过大,金属颜料将沿着剪切方向进行排布,使产品表面产生熔接痕和流痕,影响产品外观。因此,免喷涂材料成型好坏与注塑模具、产品设计、工艺条件等都有一定的关系。那具体是哪些因素在影响呢?一起来看看吧!
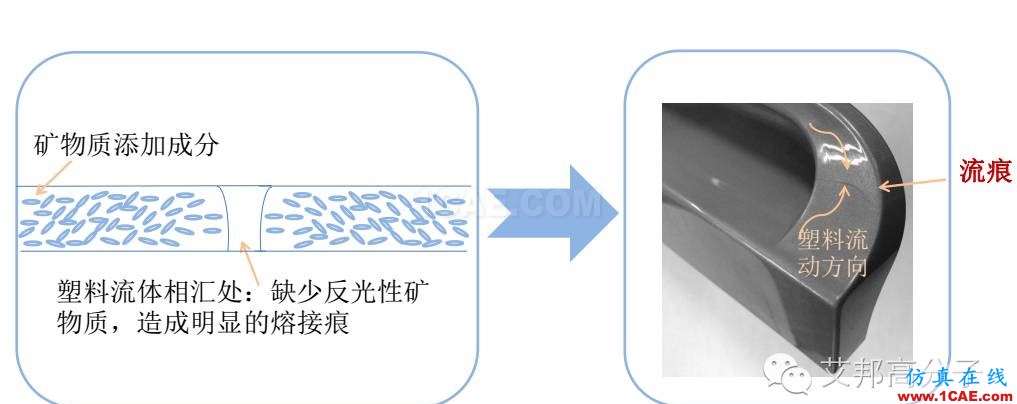
图:在塑料熔体交汇处,由于缺少反光性矿物质,造成明显的熔接痕
一、免喷涂材料对注塑工艺及模具的要求
1)高光泽高亮度,模具采用高光蒸汽模具、注塑参数采用高温高压状态;这就不得不提及“高光无熔痕注塑技术”。高光无熔痕注塑技术,又称高光无熔痕模具技术。模具专家罗百辉认为,应用这一技术对模具表面的转印效果非常明显,塑件表面高光、无熔痕、无流痕、无流线,产生镜面效果,提高了塑件强度和表面硬度。点击蓝色链接,即可查看:免喷涂高光无痕注塑技术的五大要点
2)矿物质/金属粉末添加量高,模具材料采用耐磨损材质;回复“模具”查看更多
3)对于单浇口模具,需要根据产品尺寸大小选择合适的进胶位置及胶口形状等;
4)对于多胶口的注塑产品,进胶方式需采用顺序进胶。

图 高光模具
高光无流痕模具的特点
1.高光无痕塑料模具成型温度较高。在较高的模温下注塑成型有利于消除熔接痕、流痕、产品内应力等缺陷。因此,模具在工作时需要进行加热,为了防止热量损失,通常都会在定模一侧增加隔热板。需要注意的是模具成型温度高,对模具自身材料要求也比较高。
2.高光无痕塑料模具型腔非常光亮,模具抛光等级需要达到镜面二级甚至更高。其模具制作出来的高光产品可直接用于产品装配,不再需要进行二次加工。可满足要求的家电、小家电外壳,汽车零部件等产品,减少外观二次加工的成本费用和周期。
3.模具一般都要使用热流道系统,并且每个热嘴都必须带有独立的针阀控制系统,这样才能控制各个热嘴单独分段进胶,从而控制,甚至消除熔接痕。
二、免喷涂材料对产品结构设计的要求
1. 产品外观面有明显的孔洞类结构
使熔胶在充填过程中,在孔的周边部位分流后再次汇合,进而在汇合的部位产生熔接线问题,对于普通染色材料来说,熔接线仅为一条细小的线条,而对于免喷涂材料来说,“视觉上”熔接线的两边色彩会有差异,因此使熔接线显现的更明显一些,因此,外观面有明显孔洞类的产品结构,一般不适合直接用免喷涂材料直接注塑成型。

图 熔接线缺陷
2. 产品背面有较多螺丝柱、卡扣、加强筋等的产品结构
注塑过程中,在充填到螺丝柱部位时,熔胶会产生分流,部分熔胶纵向填充螺丝柱/卡扣等结构,部分熔胶横向填充产品外观面,造成横向流动的胶量降低,因此在该部位由于料流流动状态的变化而产生流痕问题。
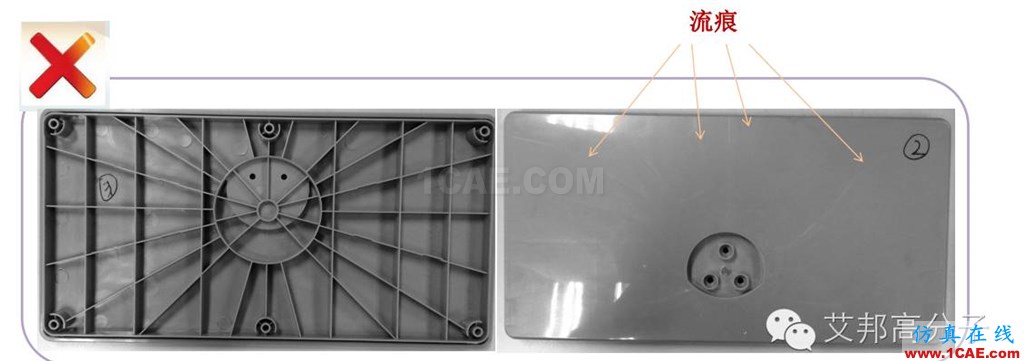
图 流痕缺陷
3. 产品壁厚不均,中间位置部分减薄的结构
充填过程中,相较于中间减薄部位,两边的流动速度明显快于减薄部位,两边往中间形成包覆,因此会在减薄的末端部位形成结合线。

图 moldflow缺陷分析
注:三种典型的容易产生流痕、熔接线的产品结构,但不限于以上三种,复杂的产品结构均容易产生这些问题。而要改善这些问题必须是产品结构、模具结构、成型技术、材料四方面同时配合才能实现,因此免喷涂材料在实际产品中的应用,需要丰富的经验积累和系统的解决方案才可以保证项目的顺利进行。
三、免喷涂产品设计案例分析
产品有留痕现象,进行改善。具体的实施方案,后文一一道来。
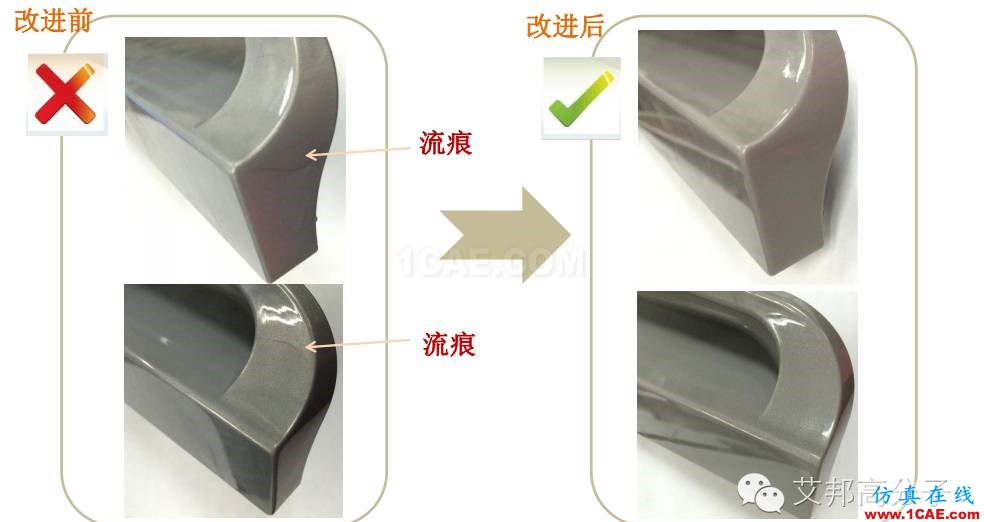
图 产品外观流痕缺陷
解放方法:
1)提高塑料流动性;
2)取消背部凹槽的筋位;
3)进胶口加宽,由针形胶口变为扇形胶口;
4)增大冷料穴;
5)适当提高注射温度和注射压力。回复“免喷涂”查看更多

图 改进后流痕消失
具体的实施方案:
1.加宽胶口,取消筋位


2.模流分析
热嘴型号:BIM45-TVL/35-TVL,产品两穴,两种方案:三点和五点进胶,三点采用45系统,五点采用35系统,由于点位位于中心,主射嘴做偏心,如上图所示:
|
主竖流道 |
分流道 |
分流道 |
浇口 |
|
Ø8-Ø15 |
Ø15 |
Ø15:Ø6 |
Ø4 |
|
Ø8-Ø22 |
Ø22 |
Ø22:Ø10 |
Ø6 |
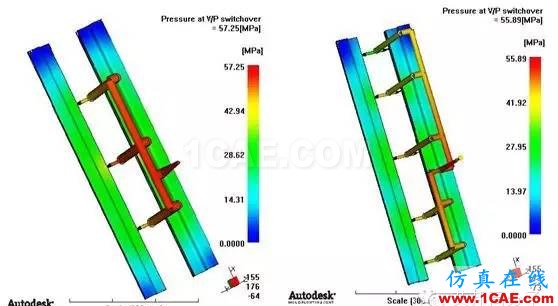
图:制品保压切换压力分布.切换压力三浇口57 MPA,五浇口56MPA
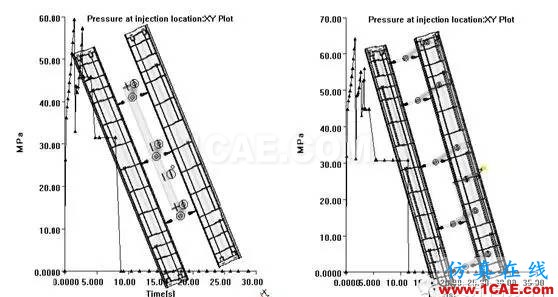
图:最大成型压力为三浇口60 MPA ,五浇口63 MPA
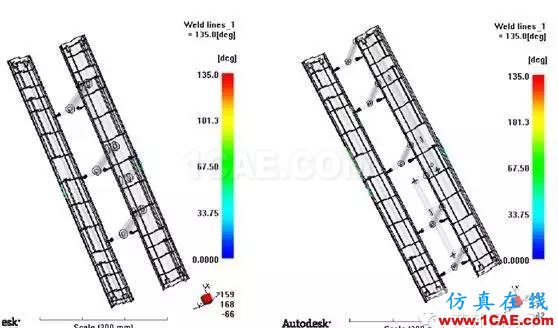
图:产品表面几乎没有结合线
3.引流槽的改进方案
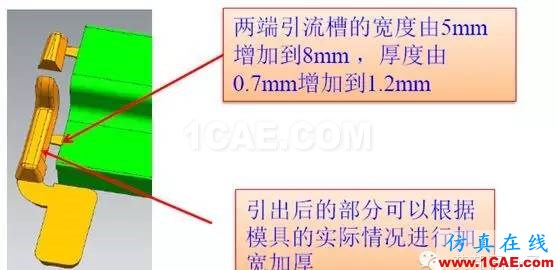
两端引流槽的宽度由5mm增加到8mm ,厚度由0.7mm增加到1.2mm;引出后的部分可以根据模具的实际情况进行加宽加厚。
4. 顶杆的改进方案
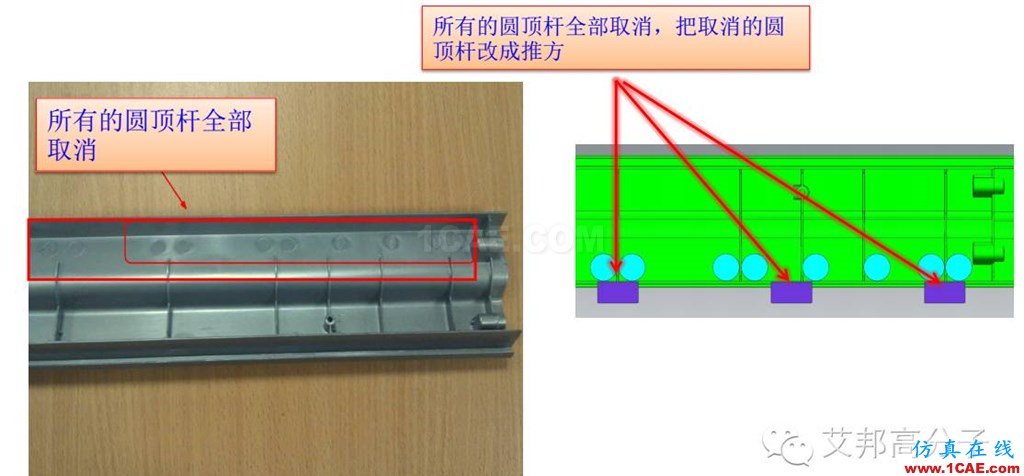
所有的圆顶杆全部取消,把取消的圆顶杆改成推方。
5. 结构筋的改进方案
箭头所指处的结构筋的壁厚由1.2mm增加到1.5mm(内侧加胶,箭头所指的一侧),加胶的长度为100mm(以浇口位置中心,向两侧过度,总加胶长度为100mm)。
6.浇口的改进方案
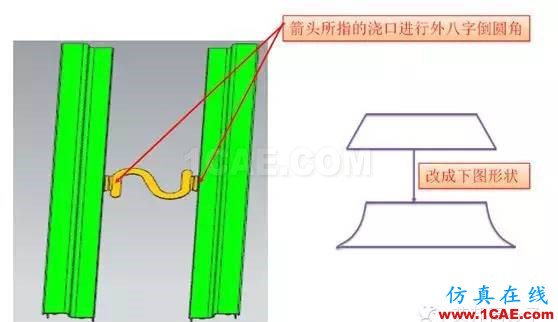
图:箭头所指的浇口进行外八字倒圆角,如右边所示
本文案例分享源于四川长虹的雷博士,艾邦高分子整理编辑
相关标签搜索:实战解析:如何实现免喷涂无流痕? Moldflow分析培训 Moldflow课程培训 Moldflow注塑分析的塑胶制品应用 Moldflow视频 Moldflow技术教程 Moldflow资料下载 Moldflow分析理论 Moldflow软件下载 Fluent、CFX流体分析 HFSS电磁分析 Ansys培训 Abaqus培训




