
常用计算锁模力的四种方法
2016-12-23 by:CAE仿真在线 来源:互联网
锁模力常有四种方法计算:
方法1:经验公式1
锁模力(T)=锁模力常数Kp*产品投影面积S(CM*CM)
Kp经验值:
PS/PE/PP - 0.32;
ABS - 0.30~0.48;
PA - 0.64~0.72;
POM - 0.64~0.72;
加玻纤 - 0.64~0.72;
其它工程塑料 - 0.64~0.8;
例如:一制品投影面积为410CM^2,材料为PE,计算锁模力。
由上述公式计算所得:P=Kp*S=0.32*410=131.2(T),应选150T机床。
方法2:经验公式2
350bar*S(cm^2)/1000.
如上题,350*410/1000=143.5T,选择150T机床。
以上两种方法为粗调的计算方法,以下为比较精确的计算方法
方法3:计算锁模力有两个重要因素:1.投影面积 2.模腔压力
1、投影面积(S)是沿着模具开合所观看得到的最大面积。
2、模腔压力的决定(P)
模腔压力由以下因素所影响
(1)浇口的数目和位置
(2)浇口的尺寸
(3)制品的壁厚
(4)使用塑料的粘度特性
(5)射胶速度
3.1 热塑性塑料流动特性的分组
第一组 GPPS HIPS TPS PE-LD PE-LLD PE-MD PE-HD PP-H PP-CO PP-EPDM
第二组 PA6 PA66 PA11/12 PBT PETP
第三组 CA CAB CAP CP EVA PEEL PUR/TPU PPVC
第四组 ABS AAS/ASA SAN MBS PPS PPO-M BDS POM
第五组 PMMA PC/ABS PC/PBT
第六组 PC PES PSU PEI PEEK UPVC
3.2 粘度等级
以上各组的塑料都有一个粘度(流动能力)等级。每组塑料的相对粘度等级如下:
组别 倍增常数(K)
第一组 ×1.0
第二组 ×1.3~1.35
第三组 ×1.35~1.45
第四组 ×1.45~1.55
第五组 ×1.55~1.70
第六组 ×1.70~1.90
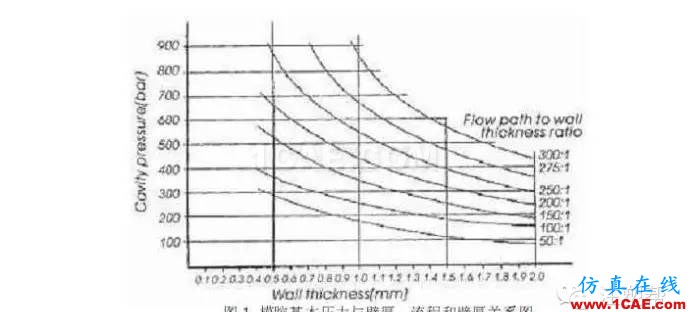
3.3 模腔压力决定于壁厚、流程与壁厚的比例
查表得P0•P=P0•K(倍增常数)
3.4 锁模力的确定(F)
F=P•S= P0•K•S
例如零件:聚碳酸酯(PC)灯座锁模力的计算
如图所示是一个圆形PC塑料的灯座,它的外径是220mm,壁厚范围是1.9-2.1mm,并有针型的中心浇口设计。零件的最长流程是200mm。
熔料流动阻力最大的地方发生在壁厚最薄的位置(即1.9mm处),所以在计算需要的注射压力时应使用1.9mm这一数值。
(1)流程/壁厚比例计算
流程/壁厚=熔料最长流程/最薄零件壁厚=200mm/1.9mm=105:1
(2)模腔压力/壁厚曲线图的应用
图中提供了模腔压力和壁厚以及流程/壁厚比的关系,由图可知1.9mm壁厚,流程/壁厚比例105:1的注件的模腔压力是160Bar,这里应注意,所有数据都是应用第一组的塑料,对于其他组别的塑料,我们应乘上相应的倍增常数K。
(3)PC的模腔压力数值确定
PC塑料的流动性能属于第六组的粘度等级。和第一组的相比较,PC的粘度是它们的1.7-1.9倍,不同的粘度反映在模腔压力上,所以生产PC灯座的模腔压力应是160bar×K(PC的粘度等级),P=160×1.9bar=304bar为了安全理由,我们取1.9倍。
(4)PC灯座的投影面积数值
S=π×灯座外径2/4=3.14×22×22/4(cm2)=380cm2
(5)PC灯座的锁模力
F=P•S=304bar•380cm2=304kg/cm2•380 cm2=115520Kg或115.5Ton,所以选用120T即可使用。
方法4:使用CAE软件计算(MOLDFLOW等)。
相关标签搜索:常用计算锁模力的四种方法 Moldflow分析培训 Moldflow课程培训 Moldflow注塑分析的塑胶制品应用 Moldflow视频 Moldflow技术教程 Moldflow资料下载 Moldflow分析理论 Moldflow软件下载 Fluent、CFX流体分析 HFSS电磁分析 Ansys培训 Abaqus培训




