
模腔传感器技术应用(第一部分)
2016-12-09 by:CAE仿真在线 来源:互联网


控制精度

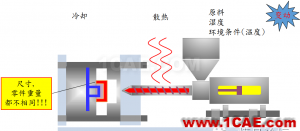
原料性能

操作员

温度

设备

机器磨损

地理、天气因素
(白天/晚上/湿度)
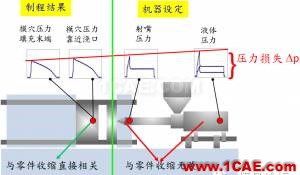
注塑机设定值与模腔的实际值经过多级的压力损失差异非常大

回馈!!!
通过量测模腔数据对注塑机设定参数进行优化
固定的机器设定
设定值vs.实际值
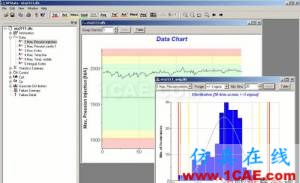
模腔监测系统,通过对模内压力、温度、粘度等数据的测量,实现moldflow仿真和实际模具参数的对标,为品质改善提供准确的依据,建立成型过程曲线-品质的指纹;无论是更换注塑机还是更换生产地点,都可以根据标准过程曲线实现生产品质一致性,并通过监测和控制,进而实现“零”次品生产的目标。
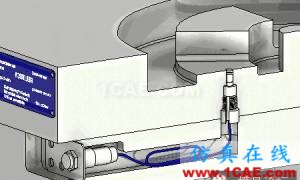
测量
CPS(模腔压力传感器)

分析
模腔压力测量及生产过程分析、监测设备

控制
好/坏制品分离设备

记录
曲线显示,数据记录,数据统计
过程测量

品质指纹

品质信号
生产报告

1.第一次设定注塑机参数时无需填充实验
2.优化注塑工艺,提高生产效率
3.显著降低试模费用
4.提供效率,缩短项目时间
1.自动检测保压切换点
2.优化工艺参数
3.优化成型周期
4.自动热流道平衡
Moldflow仿真分析和模腔压力测量数据对标
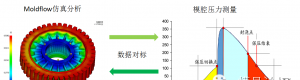
机器参数
1.温度
2.压力
3.时间
4.速度
5.转速
6.保压切换点
7.锁模力
↓
工艺因素
1.熔体温度
2.模具温度
3.模具型腔内压
4.注塑压力/时间
5.计量时间
6.冷却时间
7.周期时间
↓
仿真分析
1.尺寸、收缩
2.变形、收缩
3.力学特性
4.内应力
5.表面缺陷
6.重量
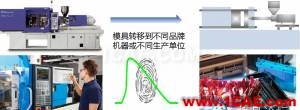
模具转移到不同品牌机器或不同生产单位
品质指纹-成型过程参考曲线
自动模具识别功能,自动调出参考曲线、模具参数等数据。根据参考曲线调整成型工艺参数,使实际生产曲线和参考曲线重叠,实现不同批次、不同机台和不同地点生产的产品品质统一。

1.100%控制
2.自动分拣次品
3.实时工艺控制
1.每个制品的100%品质保证
2.降低制品品质的评估成本
3.自动记录品质数据
1.为后制程提供100%良品
2.节约人工复检成本
说明:
1.射出成型为连续过程组成:射出开始>>填充>>压缩>>保压>>冷却>>顶出
2.充填阶段模穴压力曲线需呈线性的增加,才表示充填速度是保持一定,收缩率才为相似。
3.需准确作保压切换,才可得到相对尺寸稳定的产品.
从某种意义上说,模具是个黑匣子,在成型过程,模腔内熔体状态是如何变化,我们不清楚。
只有安装模腔压力传感器,才能观察模腔内熔体状态变化,记录模腔压力数据,显示模腔压力曲线,清楚工艺参数对熔体状态影响,及工艺参数是否合理,从而采取相应措施

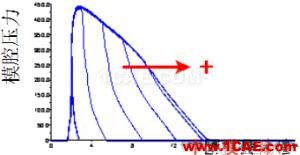
优化功能(优化工艺参数、成型周期)
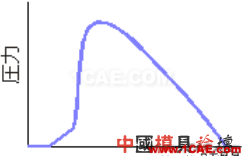
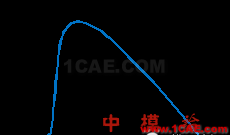
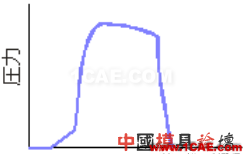
最优化的曲线
(非结晶树脂)
对应最佳产品质量

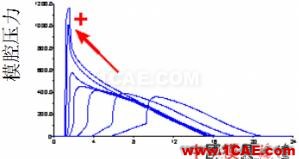
保压切换太迟
曲线出现尖峰
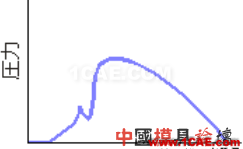
保压切换太早
保压之前的压力下落→变形,填补
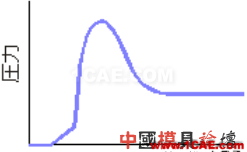
保压时间过短
压力曲线急速下降,保压不足、浇口过小
模具刚性低、保压时间太长,都会在模腔内造成残余应力。
保压时间太长或模具变形。
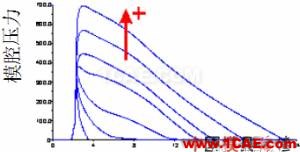
模腔压力的峰值,主要由保压压力决定,同时也受注射速度,零件形状,材料性能,模温,料温的影响。
由于保压时间不足,可引起模腔内压力的急剧下降,甚至树脂的倒流。
模腔内熔体前端的速度由注射速度决定,与成品的质量由很大的关系。
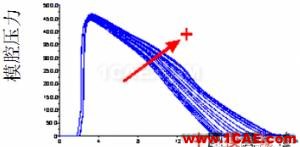
温度的变化,会引起压力曲线积分值(面积)的变化
相关标签搜索:模腔传感器技术应用(第一部分) Moldflow分析培训 Moldflow课程培训 Moldflow注塑分析的塑胶制品应用 Moldflow视频 Moldflow技术教程 Moldflow资料下载 Moldflow分析理论 Moldflow软件下载 Fluent、CFX流体分析 HFSS电磁分析 Ansys培训 Abaqus培训




