
模流分析软件指导注塑试模案例
2017-01-08 by:CAE仿真在线 来源:互联网

最近应宋哥的要求,做模流指导试模的验证性实验。初步告一个段落,想大概总结一下思路,这次先分享操作过程和注意要点,给朋友们参考。
案例介绍
为了验证在不同产品上的适用性,选择几个汽车外饰件做实验:前保险杠、后保险杠、散热器格珊、装饰盖、侧格栅长喷漆条。
操作过程
第一次的方案论证:先拿后保险杠做实验。
召集了模具、原料、模流等相关部门做方案定义,根据现有的实际开模数模、原料、设备等信息输入Moldflow中做分析,给出推荐工艺
注意要点在检查相关信息时发现的问题点:
工艺设备:
输入并使用注塑机的螺杆、锁模力等信息;
确保‘不超出最大锁模力’选项一定要勾选;
阀浇口开启顺序跟模流匹配;
料温应使用材料厂商推荐值;
用适合的注塑机打产品;
最后,注塑机的稳定性是最大的保证。
材料:根据材料厂商的推荐,从Moldflow库中选择性能接近的材料牌号。
模型:
为保证产品的壁厚、体积等准确,采用双层面网格建模;
模型最小壁厚和最大壁厚需跟实际数模一致;
浇口和壁厚变化区域保证三排网格;
热流道系统建模需要跟实际一致,特别是分流板里面流道的排布;
大的侧浇口需要用双层面网格建模,且属性改成冷浇口;
分析结果:
分析推荐螺杆曲线,找出拐点;取点应考虑注塑机的性能,在对应时间内能够达到相应的速度。
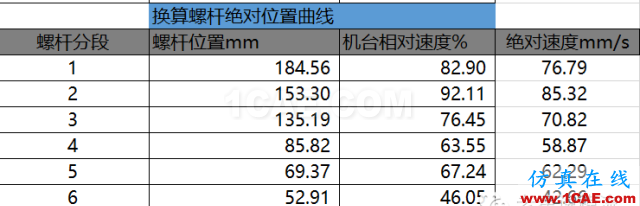
关键点:注射料量,拟合方法
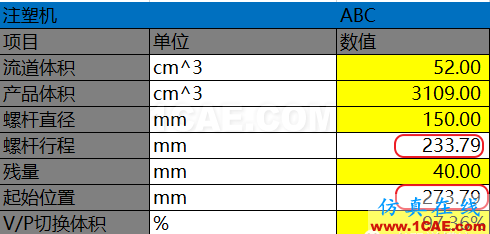
注射料量:确保正确计算注射量,总螺杆行程计算应考虑注射残量和后松退量。
当然,后松退对于注射前期的准确性有较大影响:打个比方,如果注射量为100mm,后松退30mm,那么注射量不发生变化(这是由产品体积决定的),但是实际螺杆行程变成了130mm而不是100mm。并且增加的30mm熔体密度是不均匀的,这就导致(至少)刚开始注射的30mm行程充填体积不准确,随着螺杆推进,密度逐渐达到均匀,充填的体积就跟螺杆行程对应起来。所以对于有后松退的工艺,注射前期料量和软件分析存在一定差异。

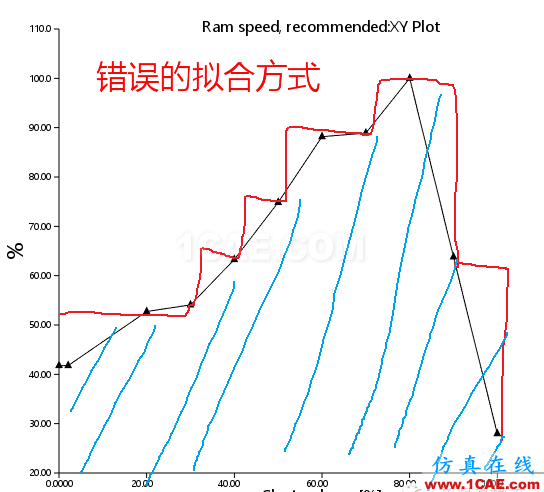
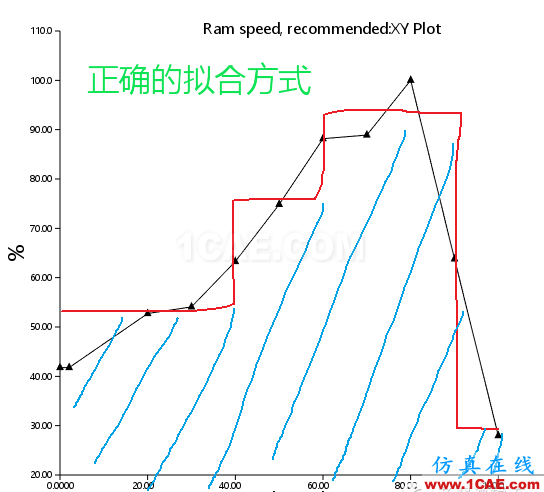
拟合方法:需保证拟合曲线组成的面积跟推荐曲线面积基本一致,根据注塑机的性能,工艺分段3~6段。
文章来源于模具工业制造技术,制造业生态圈整理,版权属原作者所有
相关标签搜索:模流分析软件指导注塑试模案例 Moldflow分析培训 Moldflow课程培训 Moldflow注塑分析的塑胶制品应用 Moldflow视频 Moldflow技术教程 Moldflow资料下载 Moldflow分析理论 Moldflow软件下载 Fluent、CFX流体分析 HFSS电磁分析 Ansys培训 Abaqus培训




