
尾门内板三动拉延冲压工艺研究
2016-09-09 by:CAE仿真在线 来源:互联网
尾门内板作为常见的三厢车覆盖件,其特点为造型复杂、成形难度大、尺寸精度要求高。拉延工艺是该类零件冲压工艺设计的关键。国内模具制造商针对尾门内板的冲压工艺设计研究和生产实践不少,也积累了一些成熟的方法和经验。
近年来,为满足消费者的多样性、独特性需求,各汽车厂家推陈出新,新产品新造型层出不穷,汽车覆盖件也越来越复杂。同时,汽车厂家也越来越来重视成本控制和零件质量精度控制。常用的针对尾门内板的冲压工艺方法对某些造型夸张的零件已不适用,或达不到厂家对零件的成本控制及质量精度要求,这就要求在冲压工艺方法上作出创新设计。本文即以某车型尾门内板为例,介绍三动拉延成形方式在该类零件上的应用,并对目前调试过程出现的问题进行了说明和总结。
零件分析
产品信息
本文尾门内板的厚度为0.7mm,材料为DX56 D+Z 100 MBO,重量为5kg,理论毛坯尺寸为1660mm×1255mm,零件如图1所示,材料参数见表1。
表1 零件材料主要参数
|
材料牌号 |
屈服强度σ0/MPa |
抗拉强度Rm/MPa |
各向异性n |
延伸率% |
应变r0 |
应变r45 |
应变r90 |
|
DX56 D+Z 100 MBO |
158.0 |
283.8 |
0.23 |
46 |
2.15 |
2.29 |
2.87 |
零件成形难点
经过初步CAE分析及工艺规划判断,有以下成形难点:
⑴拉延开裂。图2a红圈所示位置零件造型变化陡,拉延极易开裂。若按常规思路,采用先降低拉延深度,再后序整形到位的工艺设计,其成形表面质量不如直接拉延成形好。本文示例即为三动拉延成形到位。
⑵拉延产生波纹。图2b中红圈处由于造型下榻及周围造形复杂、变化急剧,变形不充分也容易出现表面质量缺陷。
⑶翻边起皱。图2c所示法兰面区域较大,无法直接拉延成形,只能采取拉延时降低此处高度,后工序整形得到产品形状。但翻边高度较大,易产生表面质量缺陷。
冲压工艺性分析
拉延板料需要落料处理以满足零件的成形,落料外形如图3所示。
图3 落料形状
现对零件的冲压工艺性分析介绍如下:
确定冲压方向
在汽车坐标系下,产品的状态如图4所示,常见的拉延成形(单动拉延)冲压方向示例如图5所示,拉延深度较浅且均匀,与其他成形方式相比毛坯较小,后工序设计相对简单,整套设计、制造、调试经验丰富。
但本文示例零件限于冲孔及翻边实现可能性(图6),常见的拉延冲压方向设置不适用。
因此,设置拉延冲压方向时,零件绕+Y向旋转-235°,用Autoform软件检查冲压方向未发现负角。
确定拉延成形方式
根据生产线设备条件,拉延成形方式可采用单动拉延和三动拉延,两种成形方式特点对比如下:
⑴单动拉延。设置有外压料面、窗框内压料面,拉延深度较大,毛坯尺寸偏大,红圈位置成形易出现表面质量缺陷(下文有说明),但模具设计、制造相对简单,经验成熟。
⑵三动拉延:设置有上、下外压料面及独立凹模,拉延深度浅,毛坯尺寸相对较小,材料利用率高,成形表面质量稳定;但模具设计、制造复杂,成本较高、调试难度大。
考虑材料利用率及零件成形质量,本文示例采用三动拉延成形方式。
工艺补充设计
工艺补充设计的目的是均匀进料,使压料面与上模接触面积最大,压料面作用力能够得到更好的分布,毛坯在拉延过程中不容易产生波纹。波纹是起皱的趋势,无波纹则表面质量会更完美。在实际生产中,也可以通过改变摩擦力系数来调整拉延面的作用力大小。
完成后的三动拉延工艺补充与单动拉延工艺补充的效果对比如图7所示。三动拉延形式的拉延深度比单动拉延降低了75mm左右,由于拉延深度降低了,毛坯走料更容易,零件内部开裂风险减小,成形质量更易保障,同时废料区较少,材料利用率也得到提高。
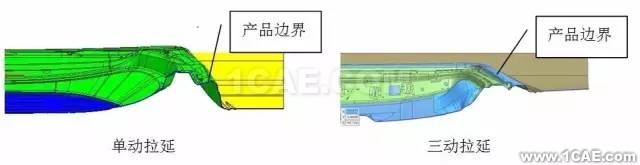
图7 单动拉延与三动拉延效果对比
CAE分析
确定成形方式后,对零件进行CAE分析,本文示例采用Autoform软件。三动拉延的工具设置如图8所示,下压边圈有效行程60mm,上压边圈与上凸模之间行程130mm,上模独立凸模比上凸模提前20mm成形到底。
CAE计算结果如图9所示,零件总体成形充分,无明显缺陷。
相关标签搜索:尾门内板三动拉延冲压工艺研究 Autoform分析培训班 Autoform汽车模具仿真 Autoform视频教程 Autoform资料下载 在线软件培训 汽车钣金代做 Fluent、CFX流体分析 HFSS电磁分析 Ansys培训 Abaqus培训 有限元培训 Solidworks培训




