
车身外板冲压缺陷
2017-01-04 by:CAE仿真在线 来源:互联网
核心提示:当前汽车市场的竞争愈演愈烈,消费者在选择产品时不仅仅限于一个合适的价格,开始更加注重汽车的品质。车身外板品质更是冲压产品
当前汽车市场的竞争愈演愈烈,消费者在选择产品时不仅仅限于一个合适的价格,开始更加注重汽车的品质。车身外板品质更是冲压产品质量控制中的重中之重,而冲压是汽车四大工艺的首位,冲压产生的缺陷不仅增加现场操作人员的劳动强度,还增加了整车成本,降低整车外观质量,从而降低产品的市场竞争力。本文就车身外板在不同冲压工序可能出现的质量缺陷及应对措施进行详细阐述。
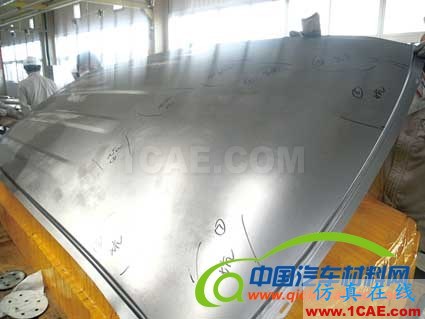
 当外板制件模具出现拉延不充分、拉延筋高度设置不均匀、材料流动方向紊乱等问题时,车身外板上会出现使用肉眼、手触等常规检测方法识别不出的、有较大曲率的凹坑,造成光影不顺。
当外板制件模具出现拉延不充分、拉延筋高度设置不均匀、材料流动方向紊乱等问题时,车身外板上会出现使用肉眼、手触等常规检测方法识别不出的、有较大曲率的凹坑,造成光影不顺。
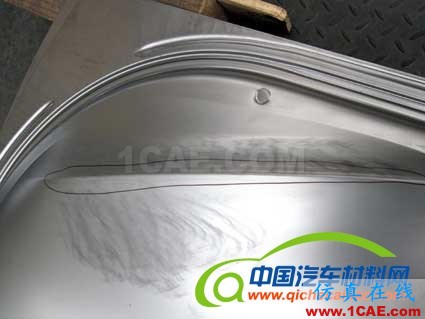 翻边拉毛:车身外板材料厚度较薄,一般为0.6~0.8mm,且翻边高度较低,在8mm左右,所以翻边力较小,故对翻边镶块的强度要求不高。国内一般使用7CrSiMuMnV等空冷钢材料,该材料极易出现淬火后硬度不均、出现硬点等情况,在生产时将制件划伤、拉毛,严重影响制件外观品质。
翻边拉毛:车身外板材料厚度较薄,一般为0.6~0.8mm,且翻边高度较低,在8mm左右,所以翻边力较小,故对翻边镶块的强度要求不高。国内一般使用7CrSiMuMnV等空冷钢材料,该材料极易出现淬火后硬度不均、出现硬点等情况,在生产时将制件划伤、拉毛,严重影响制件外观品质。
 加大在线检验力度(在等灯廊下对光检验),及时发现并确认问题,并对拉延模具进行整改,具体过程如下:
加大在线检验力度(在等灯廊下对光检验),及时发现并确认问题,并对拉延模具进行整改,具体过程如下:
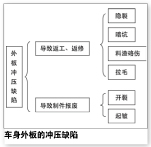
车身外板的冲压缺陷
车身外板的冲压缺陷可分为导致返修及导致报废两种,因开裂、起皱直接导致外板报废,本文将不再赘述,主要对导致返修的缺陷进行描述。
1.隐裂
因局部拉应力过大,导致板料变薄失稳,该部位材料在即将断裂时,外部压力瞬间消失,材料停止流动,该部位变薄率大于材料本身的最大变薄率,即该部位材料已失效。
隐裂区不能及时发现并解决,在整车出厂后存在极大的安全性能降低的风险,经颠簸、振动后制件内部拉应力增大,会导致该部位开裂,严重影响整车外观质量及安全性能。
2.暗坑
暗坑直接导致后序涂装工序出现大面积刮灰点,同时降低了白车身直通率,增加在线时间,提高了生产成本。
3.料渣硌伤
冲压件在修边时,因修边间隙不均、机床振动大、刃口强度、材料内部晶粒排布等原因,导致修边刃口与废料刀产生“啃料”,产生修边料渣,而废料刀经摩擦后产生磁性将吸附大量料渣。料渣将从两方面影响制件品质:
(1)模具打开时,因机床振动导致料渣溅落到制件表面上,此制件转到下序工作,模具合模时将制件压伤,从而产生凹坑。
(2)制件被取出后,吸附在废料刀上的料渣溅落到下模型面上,在对下一个制件修边时,压料芯对制件施加压料力,型面上的料渣将制件表面顶出凸点。
4.拉毛
对于车身外板制件来说,拉毛分两种,即:翻边拉毛与成型拉毛。
成型拉毛:对于部分成型深度较大的外板制件,比如侧围、翼子板及后背门等,在成型过程中温度上升较快,用以产生热粘合现象,导致产品产生拉毛现象;另一种原因是模具本身光洁度不够,硬点较多,从而导致拉毛。
缺陷预防及应对对策
1.隐裂
隐裂不同于开裂,在确定解决方案时一般不用对原产品进行变更。
整改方法如下:
(1)对模具隐裂部位进行研合,提高模具光洁度。
(2)适量放大凸模R角,减小隐裂部位材料内部拉应力。
(3)减小隐裂部位法线方向的压边力,可采用降低拉延筋高度、减小压边圈与凹模接触面积等方法实现。
2.暗坑
冲压模具型面是由数控加工而成的,一般来说与产品数模是符型的,暗坑的出现原因并不是模具型面存在暗坑,而是因为材料没有充分拉延,在模具闭合过程中,当制件的周长不断减少,板料中未受支撑区域的厚度与长度之比较大,这时就会出现暗坑。
(1)增加拉延模具拉延筋高度或数量。
(2)局部增加凸台、余肉等工艺补充。
(3)减小凹模刃口R角。
(4)研合模具以增大凸凹模着色率。
3.料渣硌伤
一般采用在线对制件及模具进行擦拭,对于解决硌伤问题比较有效,但严重降低生产效率,一般隔一定时间或一定数量的制件擦拭一次,而不会逐件进行。定期清洗修边模具,打磨、保养修边刃口,调整凸凹模刃口间隙,并将废料刀进行消磁。具体方法如下:
(1)间隙偏大时,控制凸凹模加工精度或修改设计间隙。
(2)如果是送料不当需送至适当位置修剪料带并及时清理模具。
(3)冲压油滴太快,油粘,控制冲压油滴油量或更换油种降低粘度。
(4)模具未退磁,研修后必须退磁。
(5)凸模磨损,屑料压附于凸模上,需研修凸模刀口。
(6)凸模太短,插入凹模长度不足,需调整凸模刃入凹模长度。
(7)材质较硬,冲切形状简单,可以在凸模刃入端面顶出或修出斜面或弧性,减少凸模刃部端面与屑料之贴合面积。
其应急措施是:减小凹模刃口的锋利度,减小凹模刃口的研修量,增加凹模直刃部表面的粗糙度(被覆),采用吸尘器吸废料,使用高速气流吹料,降低冲速等方法减缓掉屑。
4.拉毛
对于外板制件来说,拉毛原因就是在于模具的光洁度较低,不论是翻边拉毛,还是成型拉毛,采用各种方法提高模具光洁度,都可以解决拉毛问题。
(1)定期对模具进行保养,打磨、抛光。
(2)翻边镶块使用强度较高的材质,如:Cr12MoV、SKD11等。
(3)对模具拉毛部位进行打磨、堆焊后,再进行研合,从而提高硬度。
(4)对模具或镶块进行表面处理,如电镀、刷镀、PVD、TD等。
本文从外板冲压件不同工序产生的品质缺陷形式、产生机理、预防及应对措施进行了详细阐述,从一定程度上可帮助现场外板制件品质缺陷的预防及整改。提升冲压件外观质量从一定程度上提高了整车市场竞争能力。然而,限于工业技术的研发水平,国产汽车的工艺开发水平仍与国外先进汽车企业存在巨大差距,对于我们汽车工艺研发人员来说任重而道远。
开放分享:优质有限元技术文章,助你自学成才
相关标签搜索:车身外板冲压缺陷 Autoform分析培训班 Autoform汽车模具仿真 Autoform视频教程 Autoform资料下载 在线软件培训 汽车钣金代做 Fluent、CFX流体分析 HFSS电磁分析 Ansys培训 Abaqus培训 有限元培训 Solidworks培训
编辑




