
新闻:工艺模拟设置如何影响回弹结果
2017-03-17 by:CAE仿真在线 来源:互联网
近些年,新材料在汽车冲压件的生产中应用越来越多,例如高强钢和铝板。比起那些通过常规深拉延钢制作的冲压件,用这些新材料做的冲压件更易受回弹影响,回弹和回弹补偿在汽车行业已经成为挑战性的问题。为了迎接这些挑战,获得精确的回弹模拟,精准的工艺描述非常必要。

模拟设置和回弹结果
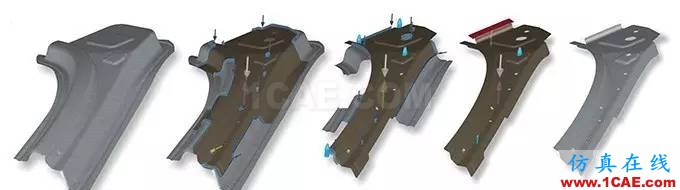
回弹通过使用A柱加强板进行分析。大部分产品型面通过第一道工序成形,也就是深拉延成形。在修边和冲孔之后,零件已经基本上最后成型。最后一道工序中,底部小的翻边被成形。图一为各个工序成形后的工序件。从左向右显示:初始毛料,拉延工序件,修边和冲孔后的工序件,以及翻边后的最终零件。
初始毛料及拉延、修边、冲孔和翻边后的工序件。

图一:初始毛料及拉延、修边、冲孔和翻边后的工序件。
图一描述的工艺可以通过应用两种不同的设置进行模拟,A和B,详情如下。图二显示基于这两种不同设置的回弹模拟结果。回弹计算采用自由回弹,回弹量为法向方向数值。两种模拟下回弹值的差异引出一个问题,为什么这里会有差异。
基于模拟设置A和B的回弹结果

图二:基于模拟设置A和B的回弹结果
成形工艺模拟设置
全工序的精确模拟包括拉延、后序和回弹模拟。模具最初的位置如图三所示。第一道拉延工序采用单动拉延和双曲压料面。利用分段、变截面的拉延筋来控制材料流动。A和B模拟中,拉延工序是一样的;然而后序的模拟并不同。
拉延工序的定义

图三:拉延工序的定义
成形工艺设置A
图四中的四张图片呈现了拉延、修边、翻边和回弹。拉延工序根据上述模拟后,定义零件上所有修边和冲孔轮廓。模拟过程中,冲孔轮廓内和修边轮廓外的单元被删除。这是冲压模拟中非常普遍的方法。为了模拟翻边工序,并避免不想要的零件弯曲,工序件被紧紧压住。零件上部平的区域用扁平工具压紧。工序最后,零件从所有模具和约束中释放出来,进行自由回弹计算。
成形工艺设置A

图四:成形工艺设置A
成形工艺设置B
图五所示的软件模拟设置同冲压车间的实际工艺设置非常接近。这五张图呈现了拉延、分段修边T30、分段修边T40、翻边及回弹。对完整工艺的精确表述被称为全工艺流程模拟。如上所述,拉延工序结束后,修边、冲孔被分成两个工序。 实际上,修边是分段完成的,因为要确保修边废料可以排出。如果一次性整体修边的话,实际生产中难以排出废料。修边和冲孔时,需要相当的力量来分开废料。 因此,板料必须被紧紧压住以避免不需要的板料移动或成形。如下图五中第二和第三张图呈现了上下模如何保证产品型面不被改变。在翻边工序中,板料也要被完全压住以避免不需要的板料移动或成形。模拟的最后一步是要释放所有的工具和约束,最后来执行自由回弹模拟。
成形工艺设置B
图五:成形工艺设置B
成形工艺设置比较
图二呈现的回弹结果显示了基于各自模拟设置的差异。设置A和设置B之间最主要的差异是后序的模具运动。一个潜在造成不同结果的原因可能是修边工序T30和T40中工具闭合时一定量的塑性变形。确定模具关闭期间塑性变形是否发生就需要分析塑性应变率。图六显示在T30的上下模闭合时的塑性应变率。不仅中性层,也分析上下表面。中间的图片,表示中层,几乎不显示任何塑性应变率,然而顶层和底层则在圆角处显示一定量的塑性变形率。通过厚度的变形标明在这些圆角处存在弯曲变形。总的来说,弹塑性弯曲变形导致很明显的几何偏差引起回弹。在工艺设置B中,由于上下模闭合引起轻微弯曲变形产生回弹。在工艺设置A中,后序工序中工具关闭不模拟。因此,对回弹的影响在模拟结果中没有体现。
T30工序,上下模闭合后的塑性应变率
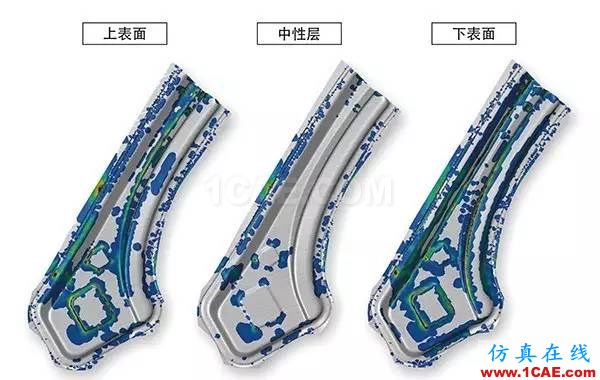
图六:T30工序,上下模闭合后的塑性应变率
结束语
总的来说,为了获得可靠的回弹结果,必须考虑到正确的工艺条件,也就是说工序设置必须得到仔细的研究,并在模拟中正确的进行描述。正确的回弹结果依靠选择适当的工艺设置,因为这可以显著地影响结果。
相关标签搜索:新闻:工艺模拟设置如何影响回弹结果 Autoform分析培训班 Autoform汽车模具仿真 Autoform视频教程 Autoform资料下载 在线软件培训 汽车钣金代做 Fluent、CFX流体分析 HFSS电磁分析 Ansys培训 Abaqus培训 有限元培训 Solidworks培训




