
系统工艺优化替代板金属成形试错法
2017-07-17 by:CAE仿真在线 来源:互联网
随着日益增长的不同汽车车型,冲压部件的几何复杂性以及高强钢和铝板的广泛应用,板金属成形工艺越来越复杂。鉴于全球竞争愈发激烈,汽车制造商旨在使用最尖端的科技生产高质量的冲压件,缩短研发周间。为了应对这些挑战,AutoForm Engineering开发了新方法来系统性优化板金属成形工艺。这个方法让工程师在初期工程阶段就可以系统性地优化板金属成形工艺。
系统工艺优化(SPI)可以通过识别哪个设计参数在多大程度上影响部件质量,更深入透彻的了解成形工艺。在SPI,可以自动执行多个冲压模拟。在这些模拟期间,工程师将重点放在冲压零件质量指标时设计参数会改变。可以通过模拟中一个或多个输出变量设定质量指标,例如没有开裂,没有褶皱或充分拉延。通过这个方式,对冲压部件影响最大的设计参数可以再初期工程阶段被识别。工程师可以对设计参数最初调整,同时通过电脑屏幕观察这些改变对整个部件的影响。这些步骤即成形工艺的系统性优化。

实际操作中如何实现?
为了呈现实际操作中系统工艺优化如何成功替代反复试验,我们对后行李箱盖内板进行范例模拟。在模拟后行李箱盖内板后,结果显示临界区域可能有开裂风险。工程师在这个阶段的主要任务是检测部件临界区域在哪里,这样做可以有效地解决问题,其他区域因此会发生什么问题。为了优化成形工艺,获得没有开裂的部件,须要调整现值1800kN的压边力。

后行李箱盖内板开裂和开裂风险的区域
试错法
当应用传统的试错法时,工程师调整压边力值并再进行一次模拟。模拟结果显示是否选择了合适的压边力值来获得没有开裂的优质部件。如果未达成,就需要用新的压边力值进行模拟,直到获得没有开裂的优质部件为止。在此范例中,第一个获得的成功结果就是最佳解决方案。试错法依靠工程师的经验,是一项耗时的过程,需要预留修改更正的时间。显然更快速、更可靠的解决方案是不可或缺的。通过应用SPI方法,可以正确评估可靠的模拟结果,大幅度减少获取优质部件的时间。
系统工艺优化
系统工艺优化大幅度增强成形工艺。一旦选择了质量指标,在此范例中为无开裂,再选择设计变量,在此范例中是压边力。变量范围是从最低值1000 kN到最高值2000 kN,当前值是1800kN。在次范围内的每个不同的压边力会自动计算。AutoForm软件提供工程师直观的过程窗口,例如过程窗口内绿色阴影表示开裂问题得到解决的压边力设置,反过来,红色阴影表示可能出现开裂的压边力设置。对后行李箱盖内板而言,绿色的范围是压边力从1000 kN到1240 kN。最终结果为, 压边力值为1100 kN时不再有可能发生开裂的临界区域。
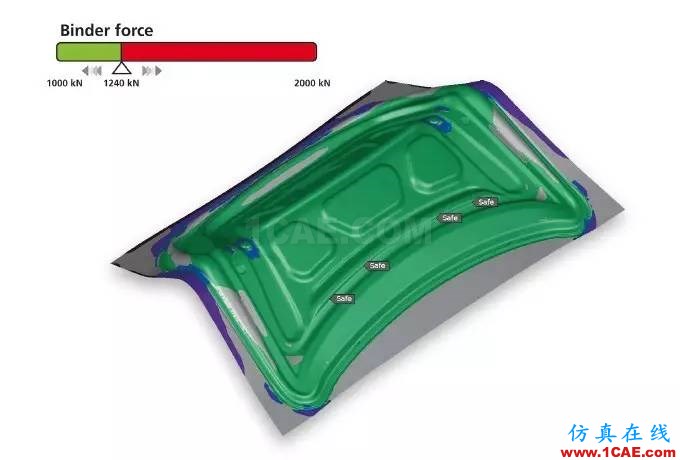
系统工艺优化让后行李箱盖内板安全无患。
在SPI,选出最佳的设计变量值可获得可行性最高的工艺。让工程师可以成功处理复杂的部件几何体、高强度材料和铝板、紧迫的截止日期需求和对质量的高要求。通过更好的认识成形工艺,实现缩短开发周期。通过执行SPI,工程师可以在投入生产前解决处理主要的制造问题。
AutoFormplus R7完全集成系统工艺优化功能
在AutoForm最新发布的AutoFormplus R7版本中,你可以轻松开展系统工艺优化。该版本让用户可以获益于AutoForm-Sigmaplus所有功能,因为Sigma前期和后期的处理功能都被整合到AutoForm-ProcessExplorerplus。因此用户可以在满足理想质量需求的同时确保高效率的工程过程。
相关标签搜索:系统工艺优化替代板金属成形试错法 Autoform分析培训班 Autoform汽车模具仿真 Autoform视频教程 Autoform资料下载 在线软件培训 汽车钣金代做 Fluent、CFX流体分析 HFSS电磁分析 Ansys培训 Abaqus培训 有限元培训 Solidworks培训




