
广汽:autoform应用,小R角大工艺:揭秘你可能不知道的广汽冲压焊装技术
2017-07-08 by:CAE仿真在线 来源:互联网
提起跑车,你会想到哪些形容词?小编第一时间想到的是运动、肌肉、力量,因为大部分跑车的车身轮廓线独特,给人印象深刻。而车身轮廓线是如何影响人们的印象?这就与车身那条“腰线”密不可分。

传祺GA6腰线设计
腰线是汽车最重要的特征线之一,它和发动机舱盖线、车顶弧线以及行李箱线共同构成了汽车车身的轮廓线。但腰线的设计不仅是描出车身轮廓那么简单,它更是一个独特而又精心的设计。
在造型设计中,汽车的腰线和前后灯的衔接方式,以及前后灯在整体型面上的结合方式都要保持一致。腰线设计是影响汽车的外观特征的关键因素。
清晰而凌厉的腰线,可以使车身充满力量和动感,给人一种硬朗和运动的感觉。但你可能不知道,腰线越锐利,对制造工艺要求越高。而评判腰线的锐利程度,不得不提到一个专业术语——R角。

车身的R角是指哪里?简单来说,R角主要是指车身外观棱线圆角的半径值。
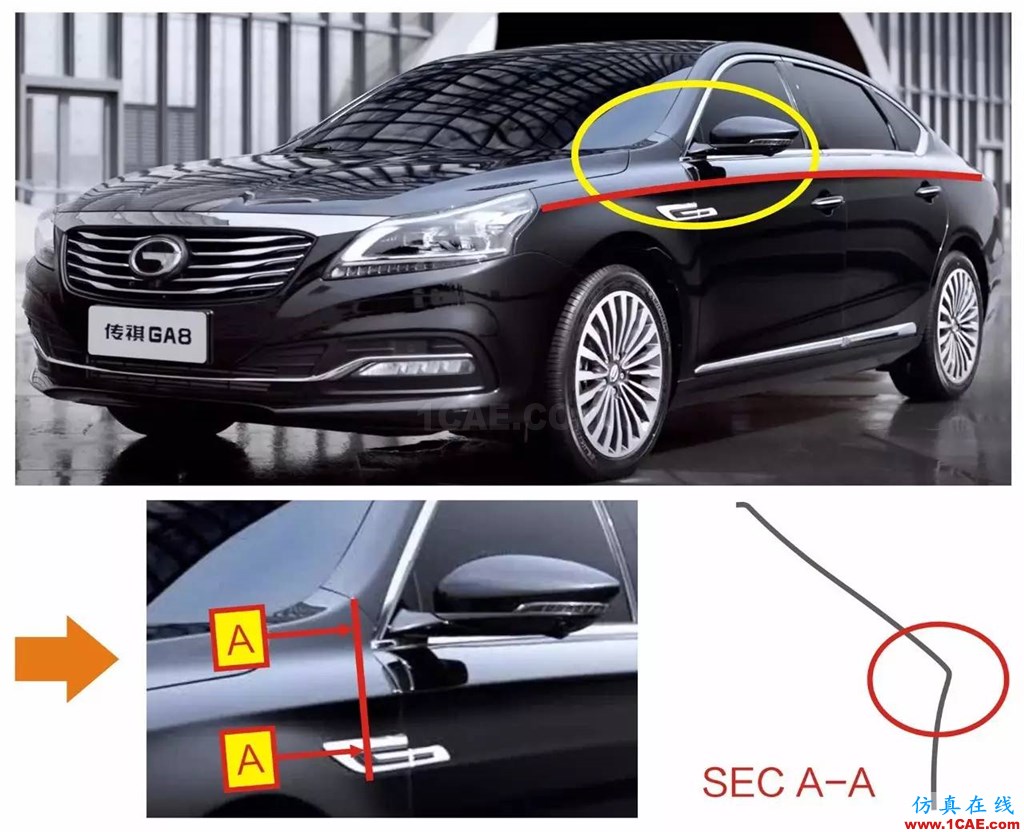
R角图示
过去,由于自主品牌车型腰线的R角半径受到核心技术、成本等因素限制,普遍在R10以上,很难实现锐利的造型棱线,影响到前后门主棱线外观精致程度和造型效果,造成整车外观看上去有种“廉价感”。

大R角和小R角
然而,坚持正向开发的广汽研究院,一直以来都在提升R角的工艺水平,现阶段已能把外观主棱线R角设计的约束值从R10降低到R4。
这对广汽自主品牌量产车型的外观效果而言,是一个较大幅度的提升!
要实现R4并不容易。广汽研究院为此专门了成立项目组进行技术攻关,从项目调研到CAE仿真分析,从方案制定到试验验证,工艺工程师团队及相关团队经过反复研讨,最终制定出一套小R角成型及滚边技术方案。
当然,实现这项工艺技术,对冲压工艺和焊装工艺水平提出了严格的要求。
冲压工艺
在冲压方面,首先要克服工序数量的限制。不同于欧系车型的5~6序冲压,传祺车型一般采取4序冲压,做出R4的棱线难度较大,要在模具和工艺上取得突破。
其次,在月产数万台下,自动化流水线高速大量运作,模具会逐渐被磨损,要想保持良好的冲压质量,保证每台车外观棱线R角的一致性,对模具的精度、强度、刚度等要求非常高。
再者,目前大多数模具厂在小R角方面技术和经验不足,这就需要广汽研究院自主掌握核心技术,通过对供应商的技术指导,以达到适应小R角需求的模具技术标准。
在最新的虚拟仿真技术(AUTOFORM和PAM-STAMP)支持下,工艺工程师团队颠覆了常规的模具及工艺方案,包括:
1
棱线采用补偿设计,在有限的工序内提升了生产与设计的一致性;
2
模具材料由铸铁改为铸钢,棱线位置淬火加涂层处理,确保大批量生产时模具棱线位置不被磨损;
3
工艺方法采用最新的强压和模面补偿技术,研合率从90%提升到95%,确保模具精度。
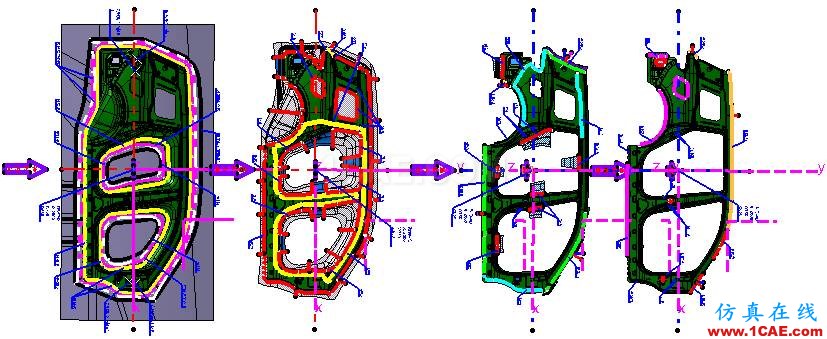

冲压CAE分析过程图示
焊装工艺
在焊装方面,首先要突破焊装滚边设备的约束,传祺车型在门盖包边方面采用行业最先进的机器人滚边技术,而市场上最小的滚轮直径也达到了R10,要突破滚轮的约束实现R4的拐角也能顺利滚边,需要焊装工艺工程师制定一些非常规的对应策略。
其次,小R角滚边一般容易出现起皱、包边量不足、工时过长等缺陷,这些都需要特定的技术方案去应对,包括:
1
开发了专门的楔形压块,用于小R角位置的压合,解决了普通滚轮无法压合小R角位置的问题;
2
在大量调研数据及滚边经验值的基础上,对外板的翻边高度,包边角度都做了全新的预设及验证,并制定了特定的广汽滚边技术标准,确保在量产阶段不会出现起皱,包边量不足等问题。

焊装现场调试图示
为了确保技术方案万无一失,工艺工程师在最终数据发布之前进行了一系列验证试验作为技术支撑。经过反复验证和方案调整,确定了最佳的工艺参数值,并应用在传祺新车型的设计和工艺开发上,实现了外观棱线半径约束值R4的目标。
随着广汽研究院“精工极致”工程的深入推进,工艺工程师团队精益求精,不断提升小R角工艺技术水平,向极致目标值R0迈进。小编相信,传祺后续上市车型将以更精致的主棱线外观和造型效果呈现在用户面前。
相关标签搜索:广汽:autoform应用,小R角大工艺:揭秘你可能不知道的广汽冲压焊装技术 Autoform分析培训班 Autoform汽车模具仿真 Autoform视频教程 Autoform资料下载 在线软件培训 汽车钣金代做 Fluent、CFX流体分析 HFSS电磁分析 Ansys培训 Abaqus培训 有限元培训 Solidworks培训




