
从两个方面改良翼子板冲压工艺
2017-07-09 by:CAE仿真在线 来源:互联网
案例
图1所示是某轿车翼子板,图2所示列举了后期模具开发过程中经常遇到前保险杠处的圆角开裂、翻边起皱、A面凹凸及圆角不顺等质量缺陷。
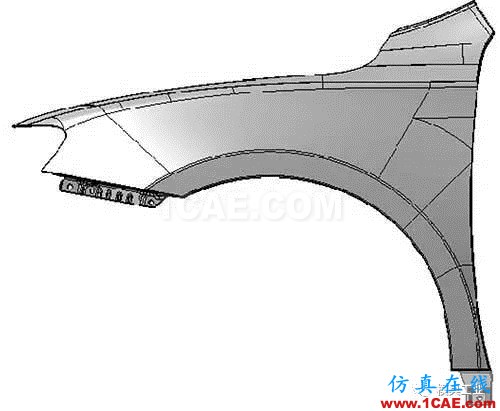
图1 某车型翼子板
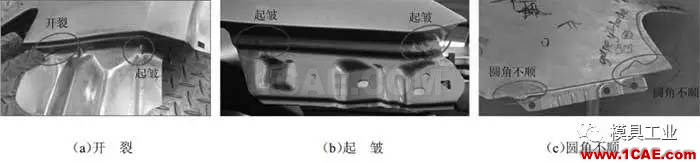
图2 翼子板前保险杠处翻边常见缺陷
常见的翼子板前保险杠处结构
根据不同车型的属性要求,翼子板与前保险杠的匹配安装结构存在一定差异,一部分车型前保险杠Y 向安装点在翼子板上,另一部分车型前保险杠Y向安装点在支架上,支架与翼子板焊接在一起。按照这种分类方法,翼子板前保险杠处的结构可以分为2 类:一类为带有法兰面的整形结构;另一类为不带法兰面的翻边结构(见图3)。通常情况下,带法兰面的整形结构主要用于整形深度小于30 mm且形状相对简单的情况;不带法兰面的翻边结构主要应用在翻边深度超过30 mm,翻边容易起皱的情况。
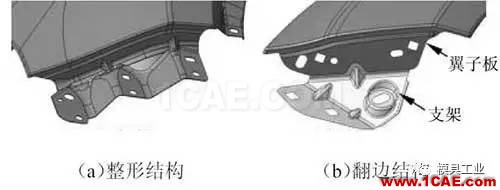
图3 翼子板前保险杠处2 种不同搭接结构
常见结构工艺分析
1、带法兰面整形结构工艺分析
图4 所示为某车型翼子板前保险杠处结构,整形深度约33 mm,法兰面宽度约66 mm,钣金材料为DC54D+Z。分为5 道工序成形,初步设定此位置处工序内容为:①拉深;②修边;③整形;④冲孔;⑤侧冲孔。
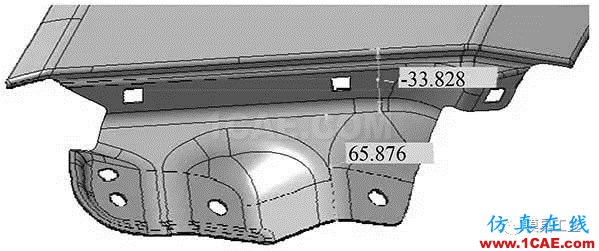
图4 带法兰面某车型翼子板前保险杠处结构
翼子板前保险杠处型面在工序①过拉深出部分圆角,主要型面在工序③一次整形到位,通过CAE仿真软件AutoForm 建立有限元模型对全部工序进行成形模拟分析。
(1)板料为DC54D+Z,其屈服函数如下:

式中:-σ——沿轧制方向的等效应力;x、y——板料的轧制纵向和横向;r——各向异性平均值。
板料厚度为0.7 mm,材料参数为n=0.22,r=1.54,k=537.2,αs=160 MPa,αb=309.6 MPa。
(2)板料采用等向指数强化模型,应力应变关系数学表达式为:
式中:α —— 应力;K—— 硬化系数;ε —— 应变;n——硬化指数。
(3)有限元分析模型建立。利用AutoForm软件自动进行工具体网格单元划分,并建立拉深工序及整形工序有限元模型,如图所示5,模型中凸模、凹模、压边圈、压料芯、整形刀块设为刚性材料,分析中采用弹塑性壳单元理论,网格进行自适应4 级划分。为减少计算时间,拉深筋简化为等效模型(虚拟筋)。拉深行程为100 mm,压边力为1 200 kN,板料与模具各零件间的摩擦因数取为0.15,成形速度V=1 m/s。
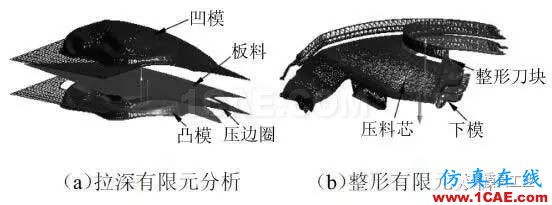
图5 拉深及整形有限元分析模型
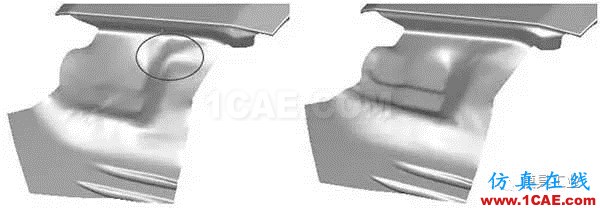
由于整形量大,零件形状复杂,整形CAE分析起皱严重,如图6 所示,工程师反馈已无法再降低整形深度,只能通过工艺解决。经反复尝试,整形时在上模增加压料板,外侧压住板料后再整形的效果较为理想,起皱问题得到明显改善。图7 所示为压料整形方案;图8 所示为压料整形分析结果;图9 所示为按照压料整形的工艺加工的模具成形的零件,无起皱现象,满足零件质量要求,此压料整形方案可行,可以应用于后续类似结构的翼子板上。

图6 整形分析法兰面起皱结果
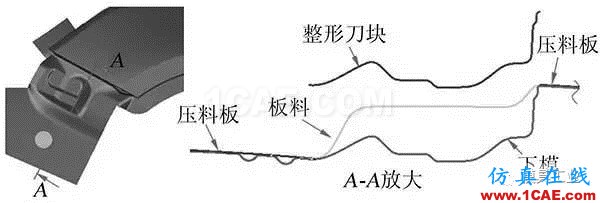
图7 带法兰面压料整形方案工艺简图
(a)距到底3 mm (b)距到底1 mm
图8 带法兰面压料整形分析结果
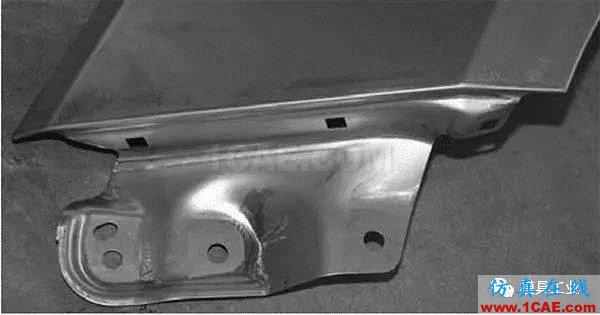
图9 实际模具成形的零件
2、不带法兰面的翻边结构工艺分析
图10 所示为某车型翼子板前保险杠处结构,整形深度约47 mm,板料为DC54D+Z。由于此翻边太深,若直接翻边成形会严重起皱,初步设定直接采用外侧先压料后整形的工艺,CAE模拟分析仍然起皱严重(见图11),说明压料整形方案针对深度太深的结构不适用,需要考虑其他方案。结合以往车型钣金件开发经验及此翼子板翻边结构的特殊性,此处可以考虑增加下部浮动托料板(通过氮气缸来实现)进行压料翻边,其结构如图12 所示。经过CAE 模拟分析验证,此方案整体可行,仅在A 面(图11 中椭圆处)过渡剧烈位置侧壁仍存在轻微起皱,图13所示为实际模具托料翻边成形的零件,侧壁仅存在轻微起皱,验证此方案可行,可以应用于后续类似结构的翼子板上。
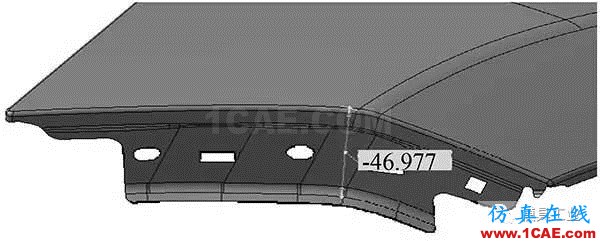
图10 不带法兰面某车型翼子板前保险杠处翻边结构
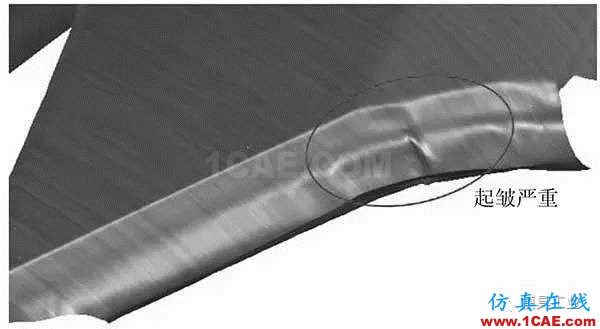
图11 不带法兰面压料整形分析结果
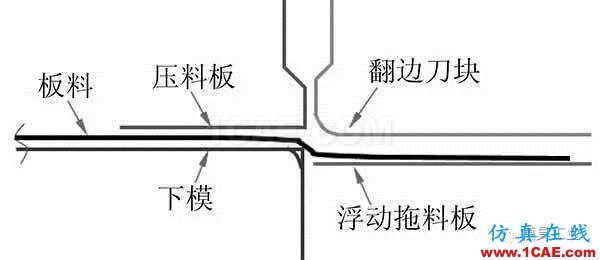
图12 托料翻边结构
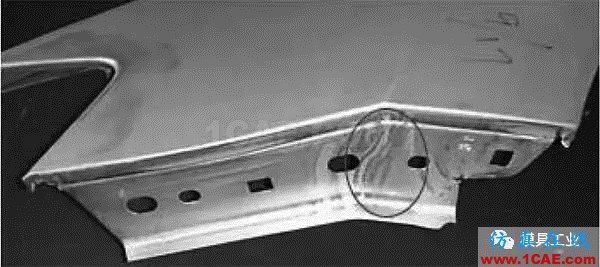
图13 托料翻边模具成形的零件
常见结构设计优化
零件结构设计的好坏直接影响成形工艺,通常情况下,带法兰面的整形结构主要用于整形深度小于25 mm且形状相对简单的情况,建议结构断面参考表1 进行设计,且表中L2及L3要加工成相等深度,不然整形过程中会出现起皱。针对汽车外表面起伏较大的特殊情况,零件还需要考虑增加工艺缺口。
表1 带法兰面整形结构设计参考断面
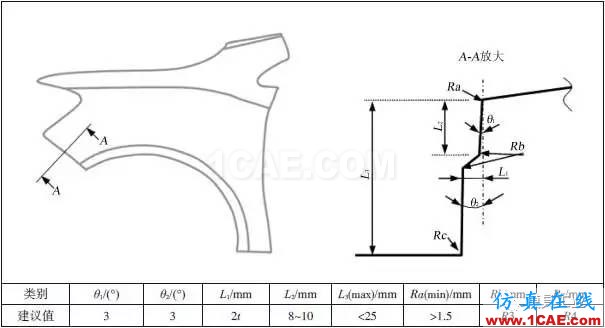
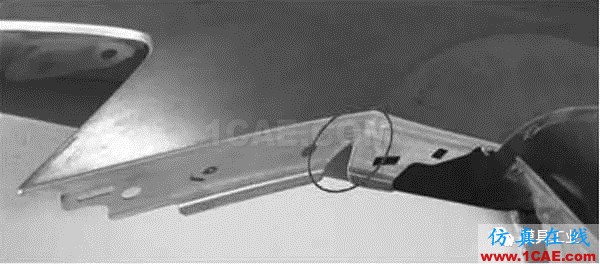
图14 增加工艺缺口
由于零件结构等特殊原因,翼子板前保险杠处深度需大于30 mm,建议搭接结构做成翻边加支架的形式,有利于改善翻边成形性,同时翻边深度尽可能等深(基于冲压方向),防止翻边整形过程中出现起皱及开裂等缺陷。针对椭圆处起伏较大的特殊情况,翻边成形容易起皱及开裂,零件还需要考虑增加合适的工艺缺口,如图14所示。
本文摘录自《模具工业》2017年第6期
相关标签搜索:从两个方面改良翼子板冲压工艺 Autoform分析培训班 Autoform汽车模具仿真 Autoform视频教程 Autoform资料下载 在线软件培训 汽车钣金代做 Fluent、CFX流体分析 HFSS电磁分析 Ansys培训 Abaqus培训 有限元培训 Solidworks培训




