
汽车注塑产品成型缺陷案例分析大全
2017-09-28 by:CAE仿真在线 来源:互联网
作为一个汽车工程师,说起很多道理您都明白,但碰上一些汽车部件实际注塑缺陷还是会感到头痛。不用担心,本篇文章针对汽车注塑产品成型缺陷的13个案例进行专业分析,并附有解决方案,作为汽车工程师的你,一定要来看看。
一、汽车门板顶杆印
汽车一般包含左、右、前、后总成4个门板,一般采用PP作为材料,表观质量要求很高。
表 材料主要工艺参数
|
汽车门板 |
注塑参数 |
||||
|
名称 |
汽车门板 |
注射压力 |
40MPA |
|
|
|
材料 |
PP |
进胶方式 |
侧浇口 |
保压压力 |
18MPA |
|
颜色 |
灰色 |
重量 |
1400G |
|
|
下图为汽车门板顶杆印缺陷照片。顶白位置对应背面有圆形的顶杆,此处的顶杆印影响汽车门板的美观,是不可接受的表观缺陷。

图 顶杆印缺陷
1) 可能原因分析及改善措施
可能原因:产生顶杆印记的主要原因是顶杆施力过大,造成制品顶杆位置的表观缺陷。
改善措施:通过模具结构和成型工艺优化,有效降低顶杆施力,降低顶杆印记的出现可能性。本案例采取的解决方案分别从以下两个方面考虑:
1.模具结构方面:当模具的拔模斜度较小或者筋位的抛光效果不好时,会增大制件的脱模阻力。顶杆作用在制件上的力便会增大,从而导致顶白或者顶凸。改善办法是改善筋位的抛光或者增大制件的拔模斜度。
2.成型工艺方面:当保压压力过大或者保压时间过长时,会导致制件过度填充。此时制件对型芯的包覆力很大,从而导致顶杆作用在制件的顶出力也非常大,最后便会出现顶白或者顶图的现象。改善办法是降低保压压力或者减少保压时间。
2) 改善后效果图

3) 重点提示
有些注塑件,因为用途要求不能有顶杆印记。如透明外观件,若有顶杆印将影响其外观特性。或者因为壁厚太薄等原因没有位置设置顶杆,可使用隐藏式顶杆来解决。
二、汽车保险杠料花
汽车保险杠是吸收缓和外界冲击力、防护车身前后部的安全装置。一般选择机械强度较好的PP。
表 材料主要工艺参数
|
名称 |
汽车保险杠 |
|
材料 |
PP |
|
颜色 |
黑色 |
|
模具温度 |
55℃ |
|
浇口方式 |
侧浇口 |
汽车保险杠附近的料花状冷料不仅影响制件表观质量,也会影响其机械性能。如何处理?

图 汽车保险杠料花
1) 可能原因分析及改善措施
可能原因:
1.制品模具方面:本案例制品所采用的模具中分别包含热流道与冷流道,但冷流道上没有设计冷料井,直接连通在制件上。
2.成型工艺方面:对于注塑工艺方面,观察发现有的针阀浇口封胶不严,浇口上有残余的冷料,封闭针阀的气压很低,起不到封胶的作用。
改善措施:本案例通过使用气压增压泵提高封针气压,热浇口不再漏料后冷料消失。
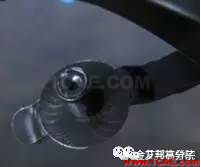
图 模具内冷流道结构

图 热流道针阀驱动及压力情况
2) 改善前后效果图对比

3) 重点提示
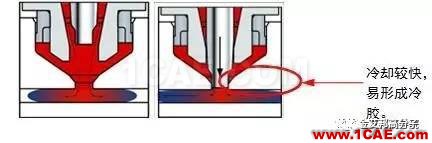
下图是典型的热流道喷嘴的结构,可以看到,其喷嘴前端与模板接触,虽然接触面积有限,喷嘴前端的热量还是会向较冷的模板传导;此外,喷嘴周围由于冷却的需要,有时还存在冷却回路,这样进一步增加喷嘴前端温度过低的可能性。喷嘴前端的温度较低,导致其前端存在少部分冷料,特别是封针封胶不严时,熔体溢出,更易形成冷料,因此热流道喷嘴转冷流道时,建议在冷流道上也设置冷料井。
三、汽车保险杠起皮
汽车保险杠制件表面大,缺陷不良率低,很难发现起皮缺陷,但此缺陷严重影响制件外观质量。
表 材料主要工艺参数
|
产品参数 |
注塑参数 |
||||
|
名称 |
汽车保险杠 |
注塑机 |
3200T |
|
|
|
材料 |
PP+EPDM+TD20 |
重量 |
3200g |
模具温度 |
18℃ |
|
颜色 |
黑色 |
浇口方式 |
侧浇口 |
|
|
下图是某项目的保险杠表面出现分层起皮,不良率3-5%,随机出现在制件表面。由于制件表面大,缺陷不良率低,因此很难发现,但严重影响制件外观质量。

图 保险杠起皮
1) 可能原因分析及改善措施
可能原因:
成型工艺方面:对于本案例制品判断可能是由于冷料引起。
通过检查发现料温和热流道温度都正常,模具所采用的开放式热流道也正常。由于生产时采取手动取件,取件时间较长时,造成每个热嘴均出现不同程度的流涎。通过缩短取件时间后发现,热嘴流涎现象得到有效改善。
因此,有可能是流涎产生的冷料被冲到型腔中造成分层起皮,而现场也发现正是工人取件时间的长短决定了下一模产品是否产生分层起皮。
改善措施:
成型工艺方面:将注塑机的射退距离从16mm改至20mm,热嘴不再产生流涎,制件上也没有再出现分层起皮。


图 改善后效果图
2) 重点提示
冷料冲入型腔可能会引起分层起皮。冷料的来源可能是料温过低、喷嘴温度过低、流道没有设置冷料井或冷料井长度不足、热流道温度过低、模具温度过低等。
四、汽车后保险杠鼓包
汽车后保险杠对人身安全起着十分重要的作用。
表 材料主要工艺参数
|
名称 |
汽车后保险杠 |
|
材料 |
PP+EPDM+TD15 |
|
颜色 |
黑色 |
|
重量 |
3800G |
|
浇口方式 |
侧浇口 |
下图是某项目中汽车保险杠,表面有鼓包,位置大致固定,位于行李箱盖板对应的转折位置,产生几率很高,产生鼓包会对其表观质量产生不良影响。

图 保险杠表面有鼓包
1) 可能原因分析及改善措施
可能原因:
-
制品结构方面:观察鼓包位于行李箱盖板两侧对应圆弧位置,左右两边的圆弧都出现鼓包,几率有所差异;鼓包有时明显鼓起,有时只是轻微的凹凸不平,很难发现,喷漆后非常明显;采用电吹风在600℃下烘烤,轻微的鼓包迅速鼓起。取表面有轻微凹凸不平的产品,剖开断面都看到有孔。

图 采用电吹风在600℃下烘烤,轻微的鼓包迅速鼓起

图 剖开断面发现有孔
2.制品模具方面:鼓包位置对应的模具部分没有开设排气槽,注塑过程中气体难以排出。

图 开始模具没有开设排气槽

图 增加排气槽
改善措施:
制品模具方面:在模具上增设排气槽。
成型工艺方面:找到鼓包部位对应的螺杆位置,该段采用低速注塑。最终解决鼓包问题。
2) 改善前后效果图对比

3) 重点提示
采用电吹风烘烤,也是一种辨别引起鼓包原因的方式。本例中,采用电吹风在600℃下烘烤,轻微的鼓包迅速鼓起,说明是由气泡引起。
五、挡泥板表观缺陷
汽车挡泥板表观缺陷严重影响美观。如何才能做出合理的设计避免这类缺陷的产生呢?
表 材料主要工艺参数
|
名称 |
挡泥板 |
|
材料 |
PP |
|
颜色 |
黑 |
|
浇口方式 |
大浇口 |
下图为挡泥板,在其成型过程中由于成型周期过长,引发分子在模具里面具有充分的分子链松弛或者结晶时间,造成分子链或其聚集状态的“自由化”,宏观表现为表面粗糙,影响制品表观质量。成型周期过长会严重影响正常生产效率,提高生产成本。

1) 可能原因分析及改善措施
可能原因:
制品结构方面:制件存在设计不合理之处,制件的冷却时间与制件的最大壁厚有关,当制件局部比较厚时,制件的冷却时间应当提高,才能够保证不出现缩痕,但是过长的冷却时间会增加成型周期,应当做出合理的设计。
改善措施:本案例制件平均壁厚2.5mm,但是局部区域出现了5mm壁厚,为了保证外观面的要求,延长冷却时间,从20s变为30s,但是成型周期延长。实际操作时可以采用镶件加速冷却,或将厚壁部分掏空,既能够达到强度要求,也可以减少冷却时间。
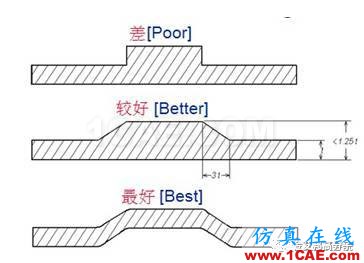
图 制件壁厚设计

图 改善后效果图
2) 重点提示
制件壁厚影响冷却时间,设计制品时应当注意壁厚均匀。
六、汽车仪表板虎皮纹
虎皮纹其特征是垂直于流动方向出现一条一条的纹路,看起来就像老虎皮上的花纹一样。如下图所示为汽车仪表板上明显虎皮纹缺陷,严重影响制件的外观。

图 虎皮纹
表 材料主要工艺参数
|
名称 |
仪表板 |
|
材料 |
PP |
|
颜色 |
黑 |
|
模具温度 |
45℃ |
|
浇口方式 |
针阀式浇口+侧浇口 |
1) 可能原因分析及改善措施
可能原因:
成型工艺方面:本案例制品原始成型工艺中注塑速度较快,通过升高料温至255℃,实际模温约49℃,制品外观无改善。成型采用阀浇口方式,注意到第一个阀浇口和其它阀浇口的间隔时间很短为3s;实际成型中采用慢速工艺时第一个阀浇口有可能由于其它浇口的开启而压力不足,造成熔体充填前锋压力不稳定引起流动不稳定,从而形成虎皮纹。
改善措施:为提供足够的压力维持第一个浇口熔体前锋的稳定流动,通过关闭其它所有浇口,并采用慢速15充填时,制件主外观面虎皮纹消失。

图 改善后效果图
2) 重点提示
研究表明,在虎皮纹的产生与熔体的黏度并没有直接关系。更多的研究表明,流动过程的不稳定是导致虎皮纹产生的主要原因。
七、汽车保险杠压力线
保险杠属于汽车外表面的部件,对表观质量要求比较严格,产生压力线会对其表观质量产生严重影响。

图 保险杠雾灯周围有明显的压力线,影响制品外观和表面质量
表 材料主要工艺参数
|
名称 |
保险杠 |
|
材料 |
PP |
|
颜色 |
黑 |
|
模具温度 |
35℃ |
|
浇口方式 |
针阀式浇口 |
1) 可能原因分析及改善措施
可能原因:
模具方面:本案例制品中雾灯周围的孔附近设置有浇口G5,当此浇口打开时,由于孔的影响,造成孔两侧的压力重新达到一个平衡形成的压力线。
改善措施:

1.如上图所示,通过在G5浇口附近增加足够深的阻流槽,使孔左右压力差减小,压力线缺陷变淡。
2.工艺方面:通过将G5浇口的开启时间延后,使之前充填的熔体凝固层加厚,压力线弱化。

图 改善后效果
案例中所述的压力线实为潜流线,往往出现在是熔接痕所在的区域,这类压力线出现的机理如下图所示,解决方法是尽量使熔接痕周围的压力差减小,或使压力差不足以推动正在固化的熔体移动。
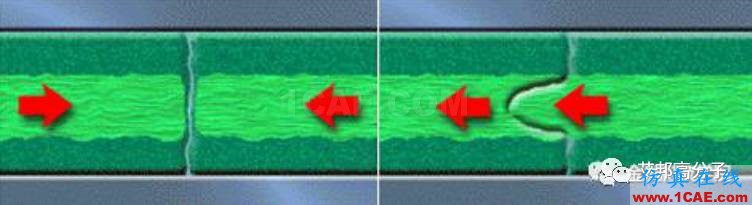
图 压力线出现的机理图
八、行李架尺寸变形
某品牌的汽车行李架支架,采用的材料是PC/ABS材料。在制品上检具检测之后发现尺寸变短,主机厂要求尺寸为1438±1mm,但是成型之后尺寸只有1435mm。尺寸不合适无法满足装配要求。塑料制件尺寸变化,本质上是塑料收缩不均造成的。

图 某品牌的汽车行李架支架
表 材料主要工艺参数
|
名称 |
行李支架 |
|
材料 |
PC/ABS |
|
注塑机 |
ECOPOW 550 |
|
浇口方式 |
5个潜片进胶 |
1) 可能原因分析及改善措施
可能原因:
制品结构方面:本案例制品结构相对简单,为长条状略微带点弧度的制件。成型上没有问题,主要问题是成型后尺寸不一致。
改善措施:通过优化注塑工艺成型大制件,热流道顺序阀开启时间由8s延长到10s。射胶时间由9s延长到15s,冷却时间延长到60s。射胶终点由40mm减小的32mm。出模后制件尺寸为1436~1437mm。模具上再做微小的修改,此尺寸问题得到解决。
2) 改善后效果
本案例的问题实质上是由于模具尺寸开模不合适导致的,出模一瞬间测试尺寸为1439mm,模具如果按0.5%的收缩率开模则模具尺寸大概为1445.2mm,因此此问题是模具尺寸开模不合理导致。因此,为保证后期顺利生产,在模具设计阶段就必须要做好尺寸计算。
九、汽车副仪表板虎皮纹
副仪表护板上有明显的虎皮纹,会影响制件的外观,对其性能强度影响较小。

图 副仪表护板上有明显虎皮纹
表 材料主要工艺参数
|
名称 |
副仪表板护板 |
|
材料 |
PP |
|
颜色 |
黑 |
|
模具温度 |
45℃ |
|
浇口方式 |
针阀式浇口+侧浇口 |
1) 可能原因分析及改善措施
可能原因:
分析发现,本案例制品模具中流道和浇口设计不合理,浇口很小且为矩形,没有渐变过渡,压力损失大,不能提供足够的压力,不能维持浇口熔体前锋的稳定流动。

图 流道和浇口设计不合理导致的制件表面问题
改善措施:
现场加大流道尺寸2mm,加大浇口宽度和厚度,同时采用渐变型浇口,如下图所示:

图 改善措施

图 改善后效果图
由于模具的流道和浇口尺寸较小,流道中压力损失较大。由此造成充填压力不足,熔体流动前锋不能维持稳定流动,很容易出现虎皮纹缺陷。
十、汽车格栅尺寸变形
某汽车厂的格栅,由于出现尺寸问题发现在装配后存在较大间隙,达不到生产要求。塑料制件尺寸变化,本质上是塑料各部位不同收缩程度所造成的。对于具有装配要求的注塑制件而言,尺寸变形是制品无法接受的成型缺陷。

图 某汽车厂的格栅
表 材料主要工艺参数
|
名称 |
汽车格栅 |
|
材料 |
汽车PP |
|
颜色 |
黑色 |
|
浇口方式 |
4热流道进胶 |
1) 可能原因分析及改善措施
可能原因:
制品模具方面:模具设计尺寸为898.3mm,成型时采用4种不同工艺注塑,注塑制件的结果见下表,4种工艺注塑件的尺寸均大于设计尺寸,但是装配时还是出现较大间隙。
表 4种不同工艺注塑件结果
|
编号 |
尺寸 |
重量g(带料头) |
|
1 |
902.16 |
945.0 |
|
2 |
901.64 |
937.8 |
|
3 |
901.28 |
925.0 |
|
4 |
899.79 |
819.0 |
改善措施:由于本制件的尺寸符合设计要求,因此需进一步检查其他装配制件尺寸是否合适。
2) 改善后效果
存在尺寸问题的制件,一般存在装配问题,所以在装配时要重视制件之间的相互配合,只有这样才能圆满的解决尺寸问题。
十一、汽车中央控制面板熔接痕
制件局部熔接痕区域困气,严重时容易烧焦,对外观影响较大。
下图为汽车中央控制面板,因困气位置有多条熔接痕,属于多股料流包裹困气。且制件后续有喷涂工艺,困气区域无法遮盖。制件模具采用三点热流道开放式浇口进胶,无法采用时序控制。

图 熔接痕
表 材料主要工艺参数
|
名称 |
汽车中央控制面板 |
|
材料 |
PC |
|
颜色 |
黑 |
|
浇口方式 |
热流道开放式直接进胶 |
1) 可能原因分析及改善措施
可能原因:
成型工艺方面:由于困气是由三股熔料在同一地方汇合,形成包风导致,且料流汇合角度使得困气位置位于制件的中部,气体无法排出。成型过程中尝试降低射速后有一定改善,但未能完全消除困气。此外,射速降低易造成其他部位缺料,因此不宜采用此方法。
改善措施:通过将底部热流道提高20℃增加熔料流动性,使得三股熔料在不同地方相互汇合,形成两条熔接痕,困气缺陷得以消除。

图 改善措施示意图


图 改善后效果图
2) 重点提示
对于热流道模具无法控制开启时间时,可以通过调整各热流道喷嘴温度控制熔体充填流速,虽不稳定但该方法非常见效。以此能够起到调整各热流道喷嘴熔体的充填行为,改变熔接痕位置的实效。
十二、汽车保险杠困气缺陷
困气会在制品表面形成流痕,气纹等缺陷。如下图中困气现象导致汽车保险杠表面出现的流痕,会导致制品组织疏松,强度下降,影响制品外观质量以及强度。

图 保险杠表面流痕
表 材料主要工艺参数
|
名称 |
汽车保险杠 |
|
材料 |
PP |
|
颜色 |
黑 |
|
浇口方式 |
扇形浇口 |
1) 可能原因分析及改善措施
可能原因:
成型工艺方面:当模具自身排气不良时,工艺条件就十分的重要。在熔接痕出现的地方存在固定料花,很有可能是由于熔接痕处困气造成。因此,需要关注注塑速度是否合理。如果通过熔接痕位置的熔胶速度过快会造成材料的烧焦分解,并产生料花缺陷。
改善措施:本案例制品通过将注射速度由60降低到40时,就不会出现此缺陷。

图 改善后效果图
2) 重点提示
工艺调整过程中,需要采取以下辅助措施保证困气的消除:
1.必须保证熔胶温度不能下降太多,这样才可以使得慢速溶气的过程能够持续地进行。
2.就是设法减少被困空气的数量。改善模具各位置的排气,特别是困气位置附近效果会更好。
十三、电池下盖浮纤
浮纤,又称露纤,是指含有玻纤的材料在注塑成型时玻纤刺出制件表面而产生表面发白的现象。下图电池下盖中央部位出现了较为明显的浮纤,浮纤会严重影响制件的外观,特别是对于外观要求较高的制件和高光面。

图 电池下盖浮纤
表 材料主要工艺参数
|
产品参数 |
注塑参数 |
||||||
|
名称 |
电池下盖 |
注塑机 |
SUPER JACK 500t |
|
|
||
|
材料 |
PA6+30%玻纤 |
模具温度 |
95℃ |
注射压力 |
115bar |
射胶时间 |
4s |
|
颜色 |
黑色 |
锁模力 |
500t |
|
|
|
|
|
重量 |
20000g |
浇口方式 |
点浇口 |
保压压力 |
75bar |
|
|
1) 可能原因分析及改善措施
可能原因:
A.成型工艺方面:
(1)熔体温度偏低。当熔体温度较低时,材料的粘度便会增大,随着粘度的增大熔体的流动性也会随着降低。导致熔体在充模过程中的压力损失增大,熔体与型腔表面接触时的冷却速度增大。
(2)保压压力和保压时间偏小。
改善措施:
(1)本案例通过升高熔体温度一定程度上改善了熔体的流动性。
(2)本案例通过优化保压过程曲线,在一定程度上会减小制件的热胀冷缩效应,对浮纤会起到掩盖的作用。
B.制品模具方面:
模具温度偏低时会使熔体与型腔表面接触时的冷却速度增大。
改善措施:为防止在填充初期形成表面硬化皮,本案例中通过升高模具温度容易会取得较为显著的效果。
c.制品结构方面:
本案例缺陷在制品结构方面具体从以下几个方面进行具体分析:
(1)浇口尺寸是否合适。当采用小浇口成型制件时,浇口往往冷却较快,导致在后续的保压阶段流道中熔体不能压入型腔中。而随着制件的热胀冷缩效应,玻纤便会刺出制件表面从而形成浮纤。
改善措施:增大浇口尺寸可以使保压更充分,从而减小制件的热胀冷缩效应。
(2)排气效果如何。当模具排气不良时,在充模过程中型腔中的气体无法及时的排出,形成气流层,使制件无法较好的覆在模具表面,从而导致玻纤刺出制件表面形成浮现。
改善措施:在模具设计时需在容易产生困气的位置加强排气。
(3)是否存在喷射现象。当浇口尺寸过小或者制件的壁厚变化较大时,容易在浇口位置或者壁厚较厚的位置形成喷射,喷射会导致一部分熔体较快的冷却,形成表面硬化层。
改善措施:在设计时需注意壁厚变化均匀,避免喷射。

图 改善后效果图
2) 重点提示
当成型出现浮纤缺陷时,我们往往会采用三高成型工艺,即高模温、高料温、高注射压力和注射速度。之所以采用三高工艺是为了提高熔体的流动性,使制件能打得更加饱满一些。从而减小表面硬化层和热胀冷缩效应对浮纤的影响。
本文转自艾邦高分子(源自金发科技)
相关标签搜索:汽车注塑产品成型缺陷案例分析大全 Autoform分析培训班 Autoform汽车模具仿真 Autoform视频教程 Autoform资料下载 在线软件培训 汽车钣金代做 Fluent、CFX流体分析 HFSS电磁分析 Ansys培训 Abaqus培训 有限元培训 Solidworks培训




