
基于AutoForm的冲压模具成本计算方法研究(下)
2017-10-20 by:CAE仿真在线 来源:互联网
成果展示
数据标定成果展示
通过深入研究模具成本计算方法,并不断优化模具成本计算数据库,最终我们得到了适用于上汽大众的模具成本计算数据标准参数库。在AF-CE系统中加载此参数库就可以进行零件模具成本计算。下面介绍一下我们在项目结题时获得的一些成果。
对于MODEL-A车型自制件,以实际模具制造成本作为参照(零位),图9所示为基于Loop03-A版本参数标准计算的模具成本偏差分布情况。Loop03-A版本的参数标准是经过三轮参数优化得到的加工标准数据库。虽然有些零件的模具计算成本偏差大于10%,但是该车型总成本的平均偏差接近项目目标5%。

图9 基于Loop03-A参数标准计算的模具成本偏差(%)
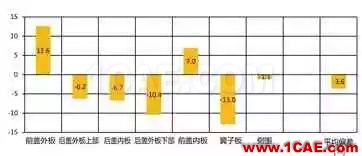
图10 基于Loop05-B参数标准计算的模具成本偏差(%)
针对上述计算偏差,后续我们又进行了几轮优化。数据优化主要集中在成本偏差较大的零件和制造分项,如前盖外板、后盖外板下部和翼子板等零件,优化方式主要包括检查对应的计算设置是否正确、核对模具实际制造成本的数据统计是否正确等。通过修正数据错误,重新计算成本偏差并进行数据标定,最终得到了最优化的成本计算加工标准数据库。图10所示为基于Loop05-B版本参数标准计算的模具成本偏差分布情况。与基于Loop03-A版本加工标准计算的成本偏差(图9)相比,图10所示的成本偏差明显变小,其中总成本偏差为3.6%,满足我们设定的5%的项目目标;单个零件的最大成本偏差为13%,还未达到10%的设定目标。经过详细分析该翼子板零件的成本数据,我们发现翼子板零件实际模具成本数据中的部分数据不合理,但经过与模具中心沟通发现,该部分成本数据无法追溯。由此可见,这些不合理的原始数据导致后期模具成本偏差超差,由于数据无法追溯,因此无法再做进一步的数据优化,最终经过讨论认为本次模具成本计算精度达到要求。
新项目验证
基于数据标定得到的模具成本计算数据库,我们对MODEL-B和MODEL-C两个新车型的自制件进行了模具成本计算,并且以模具成本计算结果为基准计算了模具采购价的偏差。图11所示为MODEL-B车型部分自制件的模具采购价相对于模具计算成本的偏差;图12所示为MODEL-C车型部分自制件的模具采购价相对于模具计算成本的偏差,不同颜色的矩形框代表了不同的模具供应商。由于Loop05-B加工标准是基于模具中心的模具制造水平进行标定的,所以计算的成本结果比模具供应商的模具成本高。从两幅图中可以明显看出,大部分零件基于Loop05-B加工标准计算的模具成本要比模具采购价高,而且偏差比较大,接近50%。
为了使计算的模具成本适应模具供应商的模具制造水平,我们针对供应商的模具成本数据创建了外购模具的加工标准。基于外购模具的加工标准,我们更新了两个车型的模具成本计算结果,如图13和图14所示。可以看出,以模具成本计算结果为参考(零位),两个车型的模具采购价都在计算的模具成本范围上下波动。
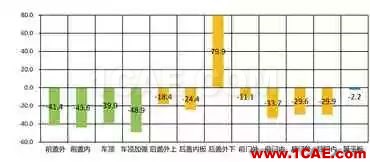
图11 基于Loop05-B参数标准计算的模具成本偏差(MODEL-B车型,%)
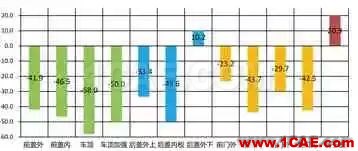
图12 基于Loop05-B参数标准计算的模具成本偏差(MODEL-C车型,%)
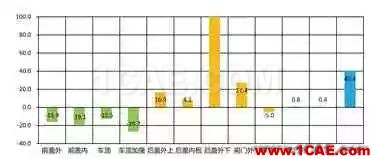
图13 基于Out01-C参数标准计算的模具成本偏差(MODEL-B车型,%)
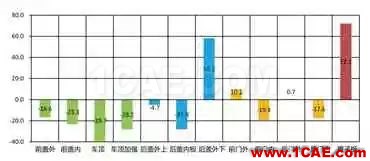
图14 基于Out01-C参数标准计算的模具成本偏差(MODEL-C车型,%)
对于图13所示的MODEL-B车型,除了后盖外板下部、天窗加强板和翼子板的采购价超差以外,其他零件的采购成本与估算的模具成本偏差都小于20%。需要说明的是,实际情况下,供应商在模具项目竞标时的模具报价和模具最终的采购价都受很多因素的影响。对于后盖外板下部和天窗加强板等比较简单的零件,模具采购价往往不能真实反映模具的实际制造成本。同时,翼子板零件由于存在一定的制造难度,因此模具的采购价也相应偏高。
对于图14所示的MODEL-C车型,以基于Out01-C加工标准计算的模具成本为参考(零位),同样不考虑后盖外板下部和翼子板等特殊零件,其他零件的实际采购价的波动也比较大,一般在20%以上。
通过上述对比发现,基于同样的外购模具加工标准计算的两个车型,MODEL-B车型大部分零件的模具估算成本与实际采购价比较接近,而MODEL-C的成本偏差较大。针对这一情况,我们也做了进一步的原因分析,将在下一小节详细介绍。
MODEL-C项目成本偏差分析
由图14可知,MODEL-C车型部分零件的估算成本与模具采购价之间的偏差较大。经过仔细的分析和检查,我们最终找到了原因。由于零件尺寸对模具制造成本有重要影响,所以如果零件尺寸较大,其模具采购价相应提高才合理。而实际上,MODEL-C车型部分零件的采购价却在往相反的方向变动,不符合实际情况。下面将对比部分零件的尺寸,以简要说明实际模具采购价并没有和零件尺寸关联,这和理论上的精确模具成本计算情况并不一致。
⑴前盖内板。图15所示为两个车型的前盖内板零件尺寸对比,模具采购成本估算结果对比如表3所示,相比MODEL-B、MODEL-C的前盖内板要增加一道落料工序,同时零件面积增加了5.4%,采购价只增加了11.7%;而估算的模具成本增加了18.2%,相对来说更合理一些。

图15 前盖内板尺寸(左:MODEL-B;右:MODEL-C)

图16 车顶尺寸(上:MODEL-B;下:MODEL-C)
表3 前盖内板模具成本估算结果对比

表4 车顶模具成本估算结果对比

⑵车顶。图16所示为两个车型的车顶零件尺寸对比,模具成本估算结果对比如表4所示,相比MODEL-B、MODEL-C的车顶面积增加了43.1%,采购价却减少了5.5%;而估算的模具成本增加了37.2%,相对来说更合理一些。
⑶车顶加强板。图17所示为两个车型的车顶加强板零件尺寸对比,模具成本估算结果对比如表5所示,相比MODEL-B、MODEL-C的车顶加强板面积增加了7.3%,采购价却只增加了1.4%;而估算的模具成本增加了4.5%,相对来说更接近一些。
⑷后盖外板上部。图18所示为两个车型的后盖外板上部零件尺寸对比,模具成本估算结果对比如表6所示,相比MODEL-B、MODEL-C的后盖外板上部面积增加了39.2%,采购价却只增加了3.8%;而估算的模具成本增加了27.5%,相对来说更接近一些。
⑸后盖内板。图19所示为两个车型的后盖内板零件尺寸对比,模具成本估算结果对比如表7所示,相比MODEL-B、MODEL-C的后盖内板面积增加了39.2%,采购价却只增加了3.8%;而估算的模具成本增加了27.5%,相对来说更接近一些。

图17 车顶加强板尺寸(上:MODEL-B;下:MODEL-C)

图18 后盖外板上部(左:MODEL-B;右:MODEL-C)
表5 车顶加强板模具成本估算结果对比

⑹前门外板。图20所示为两个车型的前门外板零件尺寸对比,模具成本估算结果对比如表8所示,相比MODEL-B、MODEL-C的前门外板面积增加了8.1%,还增加一道工序,采购价却只增加了4.2%;而估算的模具成本增加了20.5%,相对来说更接近一些。
表6 后盖外板上部模具成本估算结果对比

⑺后门内板。图21所示为两个车型的后门内板零件尺寸对比,模具成本估算结果对比如表9所示,相比MODEL-B、MODEL-C的后门内板面积增加了6.3%,采购价却减少了11.5%;而估算的模具成本增加了9%,相对来说更接近一些。
⑻翼子板。图22所示为两个车型的翼子板零件尺寸对比,模具成本估算结果对比如表10所示,相比MODEL-B,MODEL-C的翼子板面积减小了40.8%,采购价却只减少了0.7%;而估算的模具成本减少了19.2%,相对来说更接近了一些。

图19 后盖内板(左:MODEL-B;右:MODEL-C)
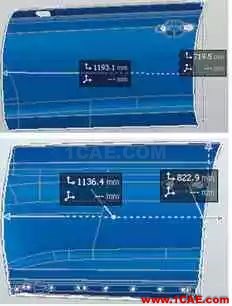
图20 前门外板(上:MODEL-B;下:MODEL-C)

图21 后门内板(左:MODEL-B;右:MODEL-C)
表7 后盖内板模具成本估算结果对比

表8 前门外板模具成本估算结果对比

由上述对比可知,模具的采购价和零件尺寸的关联度不大,这与实际模具制造成本的波动情况并不一致。因为零件尺寸较大的模具,其制造费用相应也会增加。因此,这一对比也说明了图14中部分零件模具成本偏差较大的原因。由此可见,基于Out01-C加工标准计算的模具成本可以精确地估算新车型的模具成本,可以用于模具投资成本预算,并对模具采购有一定的参考意义。
表9 后门内板模具成本估算结果对比

表10 翼子板模具成本估算结果对比


图22 翼子板尺寸(左:MODEL-B;右:MODEL-C)

图23 模具成本、报价和合同价间的关系及影响因素
结论
通过基于AutoForm冲压模具成本计算方法的研究及分析,我们可以得出如下结论。
⑴研究基本达到了预期的目标,主要表现为:1)科学准确,平均计算误差小于5%,并且基础价格数据库一旦确定,价格仅取决于零件的大小、形状及工艺的复杂性;2)简单高效,只需要完成零件工艺方案,指定压机、模具形式、加工方式和加载基础价格数据库等即可确定模具价格;3)透明,各项材料、加工费用及人工明细齐全清楚,并且只要工艺确定,模具价格不依赖操作计算报价的人而改变;4)基础价格数据库可根据年度材料、机加工小时数和人工小时单价等变动定期更新,适用于新的项目模具价格计算。
⑵模具成本、供应商模具报价和模具合同价格受多种因素影响,三者并不相等,如图23所示。
⑶该模具成本计算方法可以用于精确的模具投资成本预算。
⑷剔除模具市场供求关系和模具供应商产能负荷等非成本因素,该模具成本计算方法可以用于主机厂模具采购价格参考。
⑸该模具成本计算方法可以用于模具企业作为模具成本计算的辅助工具。
《基于AutoForm的冲压模具成本计算方法研究(下)》摘自《锻造与冲压》2017年第14期
相关标签搜索:基于AutoForm的冲压模具成本计算方法研究(下) Autoform分析培训班 Autoform汽车模具仿真 Autoform视频教程 Autoform资料下载 在线软件培训 汽车钣金代做 Fluent、CFX流体分析 HFSS电磁分析 Ansys培训 Abaqus培训 有限元培训 Solidworks培训




