
车身轻量化与钢铝一体化结构新技术的研究进展
2013-06-10 by:广州有限元分析、培训中心-1CAE.COM 来源:仿真在线
综述现代车身轻量化技术的研究进展,包括新型钢板与铝合金的应用、采用框架结构车身、零部件整合与结构优化及新的制造工艺与成形技术等。基于先进的车身骨架结构与轻质材料相结合的思想,提出钢铝一体化车身框架结构车身。在现有钢制车身骨架结构上,应用部分铝材替代钢材,通过合理的结构组合实现一体化承载,充分发挥铝合金板材在减重及强度刚度方面的优势,实现车身结构的整体优化。关键技术包括新的成形工艺技术、拓扑结构优化、连接技术、电化学腐蚀问题及基于安全的轻量化车身技术。
龙江启 兰凤崇 陈吉清 来源:万方数据
关键字:车身 轻量化 钢铝一体化
0 前言
着眼于可持续发展,节约资源、减少环境污染成为世界汽车工业界亟待解决的两大问题。汽车每减重10%,油耗可降低6%~8%。因此减轻汽车重量是节约能源和提高燃料经济性的最基本途径之一。车身质量占汽车总质量的40%左右,车身的轻量化对于整车的轻量化起着举足轻重的作用,汽车轻量化正成为21世纪汽车技术的前沿和热点。
实现车身结构轻量化主要有两个途径:一是选用强度更高、重量更轻的新材料,例如铝合金、高强度钢材等;二是设计更合理的车身结构,使零部件薄壁化、中空化、小型化、复合化以及对车身零部件进行结构和工艺改进等。第一种途径在目前看来应该是车身轻量化的主流,针对规模化生产的需要,已有很多轻质材料应用于车身制造工业,如高强度钢、铝合金和碳纤维等。第二种途径是利用有限元法和优化设计等方法对车身进行结构分析及优化设计,以减小车身骨架和车身钢板的质量。
以上两种途径是相辅相成的,必须采取材料替换与结构改进相结合的方法,才可能在保证汽车整体质量和性能不受影响的前提下,最大限度地减轻各零部件的质量。钢铝一体化车身框架结构是在传统的车身骨架钢质结构中,有些构件或组件用铝合金材料代替,且通过优化设计和性能模拟方法确定钢铝的不同比例及以铝代钢的部位,实现车身框架结构的轻量化和高强度。这种结构是车身轻量化的两种根本途径结合的典型应用,完全符合车身轻量化的发展技术路线。
1 国内外车身轻量化技术发展现状
1.1 新材料实现车身轻量化
自1973年石油危机以来,世界各汽车厂在轿车上进行轻量化研究的进展较为明显。现代汽车中占自重90%的6类材料大体为:钢55%~60%,铸铁12%~15%,塑料8%~12%,铝6%~10%,复合材料4%,陶瓷及玻璃3%。用新型板材及轻型材料(如镁、铝、塑料和复合材料等)替换车身骨架及内、外壁板原有的钢材来实现轻量化是车身轻量化技术重要途径之一,主要体现在以下几个方面。
1.1.1 新型钢板
目前诸多的汽车工业企业致力于减轻汽车用钢铁材料的重量,以期达到汽车轻量化目的。汽车用钢逐步向高强度化方向发展,当钢板厚度分别减少0.05、0.10、0.15mm时,车身减重分别为6%、12%、18%。采用先进的高强度钢,增加了安全性,降低了噪声和振动,提高了燃油效率,降低了汽车总质量。成本没有增加,而加速性、驾驶性能却有所改善。
随着钢材品质和性能大大提高,预计到2010年新型钢材的使用将超过70%。日本三菱公司的帕杰罗(SPORT)为该公司最新的SUV型车设计了全新的车身结构,车身70%的构件由高强度钢板制成,整车的扭转刚度甚至比大切诺基还要高45%,车身的承载能力可达2t以上。韩国现代公司的Sonata车身结构也用高强度钢板进行了加强,横梁和立柱全部使用800MPa的高强度钢。奔驰公司在SLK车身骨架中大量使用高强度钢使扭转刚度增加了70%,安全性大大提高的同时也减少了车身的质量。1999年问世的宝马3系列车身骨架其中使用了50%的高强度钢。福特的Windstar车身骨架中60%是高强度钢。丰田最新的车型Vitz的车身结构中高强度钢占了48%,比该公司生产的Starlet车减轻质量17kg。美洲豹X.Type2.5在车身结构上采用了整片式车舱结构,实现了显著的轻量化效果。
1.1.2 铝与铝合金
铝作为汽车材料有许多优点,如在满足相同力学性能的条件下,比钢减少质量60%,且易于回收、在碰撞过程中比钢多吸收50%的能量、无需防锈处理等。比强度和比刚度十分优良的铝金属基复合材料的研究开发成功,为汽车轻量化的进一步发展提供了途径。据预测2008年每辆轿车的平均铝使用质量将进一步上升到130kg,与1998年相比增长53%。世界铝协会在日前发表的一项研究报告中宣布,铝在汽车中的用量已超过(铸)铁,成为仅次于钢的第二大汽车材料。北美、欧洲和日本汽车的单车平均用铝质量如图1所示,其中北美汽车铝的应用水平最高,乘用车每车平均用铝质量目前已达145kg,欧洲平均每车用铝118kg,日本情况与欧洲比较接近。
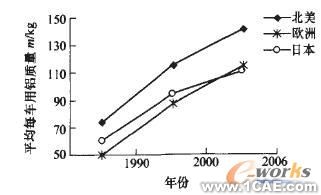
图1 北美、欧洲和日本汽车的单车平均用铝量
1.2 结构优化实现车身轻量化
1.2.1 铝合金车身框架结构
从各国汽车制造商推出的概念车看,在车体结构上大多数采用无骨架式结构和空间框架式结构,而且大多数以铝挤压型材为主。如图2所示,尽管铝材的强度和刚度比钢材小很多,但是通过框架结构设计及采用更厚的板材,补偿了这个不足,使用铝材后的车身空间框架式结构质量下降47%,同时采用改进的断面形式,使车身抗扭抗弯能力增加了13%。
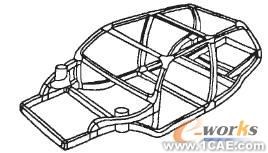
图2 框架结构图例
奥迪公司的A2型轿车,采用了全铝骨架车身和铝合金蒙皮结构,使总质量减少到895kg,车身由车身框架、刚性型材、铸铁接头和罩壳板组成,比传统钢体车身轻43%,力学性能提高40%。另外,奥迪A8系列良好的碰撞安全性也是基于它的ASF(铝合金空间框架结构1车身结构。这种车身采用高强度铝合金骨架,包围整个乘员室,就像一个防护的笼子。宝马Z8型车也采用了骨架结构和铝合金蒙皮车身,不仅提高了整车的刚度而且减少了汽车的振动,使z8成为宝马家族中最受欢迎的一种车型。可见采用铝合金骨架以及其蒙皮车身在增加整个车身的刚度,提高汽车被动安全性的同时,大大降低了车身的总重量。
但是,由于铝材料的回弹大且易出现裂纹,使铝板在冲压时比钢板难度大,还没有大批量完全采用铝板生产汽车。目前采用全铝制车身一般是年产量在几千辆的小批量生产的汽车,大批量生产的中型轿车车身.中铝结构的比重只占3%~7%。
1.2.2 零部件整合和结构优化
整合零部件,减少其数量也是实现零件结构轻量化的有效途径。某些车型的车身骨架零件数已由400个减到了75个,质量减轻达到30%左右。由于减少了零部件之间的连接,车身刚度得以加强,在提高车身舒适性的同时,达到减重的目的。奥迪A6采用了整体式发动机罩盖结构(发动机罩盖与散热器罩做成了一个整体),由厚度为1.1mm的铝板制成,在保留了奥迪车造型特征的同时,具有质量轻耐腐蚀等优点。
结合有限元法与结构优化方法,对零部件进行结构优化,也是实现零部件轻量化的一个重要研究方向。目前结构断面优化的理论和方法已比较成熟,形状优化有了很大发展,人们已经把研究重点转向拓扑优化等更高层次的结构优化问题。
结构拓扑优化研究方法目前有解析方法和数值方法。解析方法不大适合工程应用,工程应用中常采用数值方法。连续体结构目前已成为结构拓扑优化的主要研究对象。连续体结构的拓扑优化设计具有两个不同的求解体系,国内学者主要研究局部应力约束下的强度拓扑优化设计,而国外学者主要研究全局体积约束下的刚度拓扑优化设计。
在汽车轻量化结构优化设计中已普遍采用拓扑优化的方法。YANG等114J研究了基于有限元软件MSC/NASTRAN和CSA/NASTRAN的汽车车身、底盘、焊点位置等的拓扑优化设计问题。WANG等利用有限元法与拓扑优化方法对汽车车身的加强筋部分进行了优化,通过优化设计,在既定成本下汽车车身的整体刚度能够得到充分的提高。FREDRICSON等对拓扑优化设计在汽车设计中的应用作了综述,重点介绍了车身设计中的拓扑优化进展。EOM等117J对车身焊点配置进行了拓扑优化,在确保车身整体刚度要求的情况下,得到焊点最佳位置,使得焊点数量最少。VOLZ掣绍了在产品开发的初期应用线性拓扑优化及非线性形状优化相结合研究车身碰撞性能的方法。LYU等应用多目标遗传算法的拓扑优化方法研究了铝合金空间框架结构的优化问题。石琴等在结构设计的开始阶段引入拓扑优化理论,先对结构进行布局优化,以获得较合理的初始结构方案,再通过结构参数优化设计,得到满足其强度和刚度及设计工艺要求的最优结构。杨树凯等用变密度法建立了汽车支架结构拓扑优化数学模型,利用有限元法进行了结构拓扑优化设计。王宏雁等采用拓扑方法优化、改进结构,并通过有限元结构模拟计算,对汽车发动机罩进行了优化设计。高云凯等把拓扑优化设计理论引入某电动改装车的承载式车身设计,实现了多工况、多状态变量条件下的拓扑优化设计,确定了下车身的最佳结构方案。陈茹雯等利用基于有限元法的拓扑优化技术设计车身大骨架的拓扑结构,经拓扑优化后的车身大骨架各项特性参数指标均有不同程度的提高。
可见,拓扑优化正成为车身轻量化设计中结构优化的重要手段,更广泛的应用还有待进一步研究。
1.3 新的制造工艺与成形技术
在继续推进汽车轻量化的进程中努力开发新的制造方法,并对传统的制造工艺与成形技术进行变革,也是汽车车身结构轻量化的研究方向之一。针对目前所开发的新型材料高强度钢板、超高强度钢板、轻金属材料如镁铝合金、塑料以及复合材料等,新的成形方法主要有拼焊板成形、液压成形以及针对轻金属材料开发的半固态成形等。国际钢铁协会成立了由18个国家35家钢铁公司组织的ULSAB.AVC项目,它通过车辆的整体设计来实现车身的轻量化,在成形工艺方面,其中有30%以上的零部件采用拼焊板成形,20%以上的部件采用了液压成形技术。大力发展和推广内高压成形技术、管件液压成形技术和塑料中空成形技术等新工艺应用于车身制造,使车身的一些结构件和附件,通过有效的断面设计和合理的壁厚设计形成复杂的整体式结构,不仅减小了结构质量,同时强度、刚度及局部硬度都得到了相应的提高,并且具有较强的成形自由性和设计工作的灵活性。例如本田公司的Insight采用了挤压成形铝合金的前纵梁结构,其断面为正六边形,整个前纵梁结构只需一次挤压成形,与原钢结构相比,省去了焊接工艺过程,在保证原有刚度及吸能特性的同时,减重效果达37%。
制造工艺的改进和成形技术的发展,促进了车身构件的大型化以及车身表面平整化,减少了车身结构件的数量,降低了噪声与振动,改善了舒适性,提高了车身的刚性,最终实现了车身结构的轻量化。
2 钢铝一体化车身框架结构技术发展
钢铝一体化车身框架结构是高性能轻质材料与优化车身结构相结合路线的典型应用,国外虽然已经有少数公司研究并开始试用这种技术,也仅见2004年宝马公司推出世界第一个采用创新的钢铝混合结构技术的车身及2006年奥迪公司在其新款TT跑车上应用钢铝混合车身结构。但是应用还处于起步阶段,没有开发方法、设计规范和制造工艺方面的文献介绍,仍有很多工作迫切需要开展。国内尚无人开展这方面的工作,在钢铝一体化框架车身的轻量化方向研究方面没能有自主的创新技术,积极开展该项工作对于提升国内汽车自主研发水平有着极其重要的意义。
2.1 钢铝一体化车身框架结构的概况
现代车身轻量化过程中,普遍采用新型材料应用与优化车身结构相结合的技术方案,应用更先进的车身骨架结构以及轻质材料,使得强度合理分配到车身上,可以实现在既定成本内,提高整个车身强度刚度的同时,减轻车身的重量。这种思想正逐步为国内各开发人员所接受,如2006年北京车展上,一汽自主研发的奔腾汽车,在车身结构设计上采取了4H车身结构,如图3所示。这种结构虽然为全钢材料,但在不同部位采用不同强度级别的材料,主要的骨架部分也就是构成4H结构形状的部分采用高强度钢板,在发动机底架、车身的门窗等部分采用更高强度的钢板,而在正面、后面、侧面等碰撞接触部位如前后保险杠等部位则采用最高级别强度钢板,其余部位采用的主要是普通钢板。
基于类似的思想,钢铝一体化车身框架结构是在传统的车身骨架钢质结构中,有些构件或组件用铝合金材料代替,且可以通过优化设计和性能模拟方法确定钢铝的不同比例和以铝代钢的部位,实现车身框架结构的轻量化和高强度。钢铝一体化结构的设计及其参数优化对于整车的轻量化起着举足轻重的作用,同时也对车身和整车的其他性能有重要的影响。如何确定框架结构中哪些部分用钢、哪些结构用铝以及它们本身的断面和板厚等参数是开发中的关键。目标是降低重量的前提下,提高车身的承载能力。在钢铝一体化车身框架结构的开发过程中,存在着许多问题急待研究解决,比如铝的成形工艺技术,钢与铝的连接方法,电化学腐蚀问题,基于安全的车身技术及钢铝一体化车身框架结构的开发方法等。

图3 奔腾汽车框架图
2.2 新的成形工艺技术
现代车身特别是轿车车身的骨架及覆盖件大都采用冷冲压成形工艺加工制造。冷冲压工艺具有生产效率高、产品互换性好及批量生产成本低等诸多优点。但成形过程会导致冲压件的厚度及力学性能发生变化,同时还会引起不同程度的残余应力。这些都会直接影响到车身结构的强度、刚度、耐久性等可靠性指标。由于这些改变设计者无法预测也无法控制。因此,在以往的计算机辅助工程(Computeraided engineering。CAE)分析中也无法予以考虑,使仿真分析的精度与可靠性都收到一定程度的影响,特别是对车身结构的疲劳强度的影响可能更大。这些方面已经有一些研究。1998年菲亚特公司的VALENT等提出了一个改善车身结构分析精度的方法,他们用一个T形铝合金冲压件研究了成形过程对其静强度特性的影响,研究表明,对T形冲压件而言,不考虑成形引起的厚度减薄将使其弯曲刚度比实测值高10%左右;HUB等的课题组针对成形过程对车身结构件碰撞特性的影响问题进行了一系列研究,并用前纵梁、S形梁等典型件进行了试验对比,发现如果在碰撞模拟中不考虑成形过程的影响可能会引起高达20%的计算误差。兰风崇等对汽车覆盖件的毛坯形状设计及冲压成形的回弹控制问题进行了仿真研究,得到了更精确估计拉伸件毛坯尺寸的算法及一套包括前处理和后处理的设计系统,建立了有限元网格节点列经过处理构造NURBS标准曲面的方法,板料成形FE中网格大量节点数据重构参数曲面提供了回弹控制、光滑复杂模具型面重构方法。
铝材料已广泛应用在发动机、车门、内外发动机罩、挡泥板、轮圈、仪表板装饰及其他零部件上,但在车身制造上还是少见,主要是受到加工技术和成本的约束。如何从根本上解决铝合金板成形性能差的问题,从而获得稳定可靠的成形工艺,逐渐成为各汽车制造商和众多学者的研究热点。
铝合金板本身力学和力学性能是决定其可成形性能的根本问题。从前人的大量研究结果中可以看出,提高铝合金板的成形温度,以增强铝合金板的塑性,改善成形性能,已成为各大汽车制造商和学者们的共识。另外的一些研究也表明,除了成形温度外,成形速度(应变速率)也会对铝合金板的可拉深性能产生影响。但是,铝合金板的成形性能除了受到外在因素(如成形温度和变形速率等)的影响外,根本上还是取决于铝合金板本身的性能。因此,众多学者对不同铝合金板的化学成分、晶粒大小、热处理方式等对成形性能的影响进行了大量的研究,并得出了许多有益的成果。但是,铝合金板作为一种用于汽车覆盖件成形的新型材料,其成形工艺所涉及的许多关键技术还有待于进一步研究解决。
2.3 钢与铝的连接技术
车辆的主要承载构件多是由空间薄壁梁结构组成。其拓扑结构已很少改变。因此,钢铝一体化车身框架结构也不例外地由薄壁梁结构组成。相对而言,轻金属铝、镁和复合材料对连接技术的要求较高,而多种材料组合的要求就更高。在复合材料车体中,多种材料的连接很难由传统的点焊来完成,为了车身的多方面要求,需采用多种现代连接方法。因此,开发新的连接技术是扩大铝合金应用的前提,研究钢与铝等不同材质零件之间的连接技术是钢铝一体化车身框架结构设计中的关键技术。
车身的连接技术一般为焊接、粘接、机械连接(包括铆接)。在钢铝一体化车身框架结构中,钢与铝的连接机理研究将围绕这三种连接形式展开。
焊接的种类比较多,目前常用的主要有电阻点焊、电弧焊、激光焊、搅拌摩擦焊和等离子电弧焊等。对于铝及铝合金的连接,这些焊接方法都各有其优缺点,没有哪种焊接方法是完美无缺的,尤其是钢与铝之间的连接,正成为研究的热点。传统的汽车车身冲压件的材料大都是具有良好焊接性能的低碳钢,焊接是应用最广泛的连接方式,其中电阻点焊又占据了焊接工作量的70%以上,有的车身几乎全部采用电阻点焊。因此,在研究钢与铝的连接技术时,首先从电阻点焊的连接性能开始研究。点焊接头的种类有很多种,但是在设计汽车车身电阻点焊工艺时,根据需要常采用三种接头形式,即搭接、折边、搭折,如图4所示。在建立精确的CAE仿真分析模型时将分别对这几种接头形式进行建模分析与试验研究。
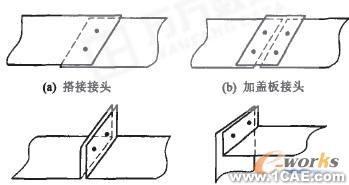
图4 点焊接头形式示意图
粘接连接的优点已经为多数汽车生产企业生产的许多产品所证明,如美洲豹XJ220、福特AIV、罗孚ECV3、Lotus Elise及本田NSX等。由于粘接采用面接触而非点接触,与点焊及铆接相比,有改善连接刚度与强度,减少应力集中,提高密封性,减少受潮及脏物等进入,通过接合处的合理设计能很好地吸收能量,对起到减少振动与降低噪声的效果等优点。但是,异种金属粘接的强度、刚度、疲劳度和可靠性等都是通过试验验证,数值规律研究及粘接连接CAE分析模型,未见报道。研究探索钢与铝的连接时,粘接也是重点研究的形式,粘接连接的5种基本承载情况如图5所示,在考虑粘接连接时,将围绕这5种加载情况进行CAE分析及试验研究。
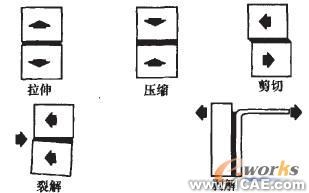
图5 粘接连接的5种基本承载情况
机械连接也是车身连接技术中常用的方法,对于铝合金车身连接装配时常采用技术被称为自冲铆,是一种冷压成形铆接方法,图6为自冲铆基本过程示意图降1。与电阻点焊相比,具有成本低、强度高、质量可靠等优点。因而能够用于轻质车身特别是铝合金车身的制造,如奥迪A8、美洲豹XJ8等,是铝合金车身连接装配的主要方法。但是这种自冲铆连接的效率、质量控制、强度刚度及可靠性分析等都还没有理论支持。
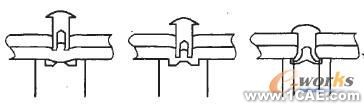
图6 自冲铆基本过程示意图
此外,还有一些扩散连接技术也常被用于异种金属之间的连接[431。由于钢与铝的连接技术尚属起步阶段,还没有形成成熟理论与技术工艺,因此钢铝连接机理与技术的研究对开发钢铝一体化框架结构车身具有重大意义。
2.4 电化学腐蚀问题
由于钢和铝具有不同的电化学效能,钢、铝间的电极电位相差较大,且铝的电极电位更负,因此两者混合连接时可能发生严重的电化学腐蚀:电偶腐蚀、缝隙腐蚀、丝状腐蚀、膏状腐蚀、晶间腐蚀及应力腐蚀。钢铝一体化车身结构如果采用铆接工艺,车身的电化学腐蚀比全钢焊接车身更为严重。相比而言,影响最大的腐蚀形式为电偶腐蚀、缝隙腐蚀以及冲击腐蚀。
针对钢铝一体化车身结构的腐蚀特点,在进行结构设计时,应在既定成本内,从以下几个方面综合考虑:选择耐腐蚀性好的钢板、选择合适的连接方式、对紧固件及标准件进行防腐处理、选择合适的涂装工艺。通过合理的防腐设计,保证钢铝一体化框架结构车身开发的顺利进行。
2.5 基于安全的轻量化车身技术
轻量化必须以保证车辆的安全性为最基本的前提,应该通过车身结构、材质、制造工艺的优化来取得。采用更先进的车身骨架结构以及轻质材料16J,使得强度合理分配到车身上,可以在提高整个车身强度刚度的同时,减轻车身的重量。
车身结构设计必须具备如下功能:车辆发生碰撞时,其碰撞能量必须能被车身结构的指定部位吸收,从而保证碰撞后车身座舱的生存空间。减少碰撞造成的乘员伤害,防止由于碰撞作用导致的乘员与室内部件的撞击,必须利用车身结构的变形来吸收碰撞能量,从而尽可能缓和吸收车辆及乘员的运动能量。车身轻量化不能盲目地减重,应在保证汽车整体质量和性能不受影响的前提下,最大限度地减轻各零部件的质量。通过对车辆碰撞时的减速度、车身伸缩变形长度和状态、碰撞力吸收能状况等重要指标的分析对比,评价轻量化方案的可行性。评价车身轻量化的技术标准还包括空气动力学性能、减振降噪舒适性、可制造性及零件的合理布局等方面的指标。
2.6 钢铝一体化车身框架结构开发方法的形成
钢铝一体化车身是在传统的车身骨架钢质结构中,有些构件或组件用铝合金材料代替,且可以通过优化设计和性能模拟方法确定钢铝的不同比例和以铝代钢的部位,实现车身框架结构的轻量化和高强度。但是具体在哪部分零件,哪些部位换成铝,换成铝后的车身强度、刚度及动态特性结果如何,将是钢铝一体化车身框架结构的开发方法形成的关键。不同的钢铝比例,不同的钢铝部位,不同的连接方法,不同的断面结构等都将影响车身的整体性能,因此采取先通过计算机精确的CAE分析,排列组合出各种不同情况进行分析,得出大量数据,从中选取在既定成本内减重最明显、性能最可靠的方案进行制作实物模型,然后建立对其进行试验分析的技术路线。建立精确的CAE分析模型的技术路线如图7所示。
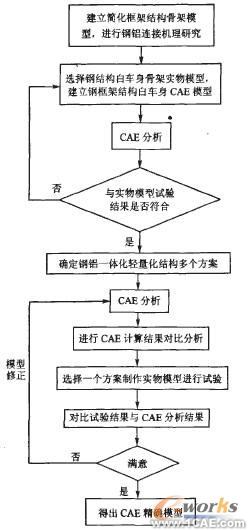
图7 建立钢铝一体化车身框架结构CAE精确模型流程图
完成初步实物试验后,得出改进方案,对结构进行改进,再进行CAE分析及试验,直到得到满意的结果。在这种设计开发及研究的过程中,形成相对完善的钢铝一体化车身框架结构的开发方法与规范。
3 结论
综合国内外已经开展的研究,足见汽车车身结构轻量化的理论研究和实际应用都取得了重要的进展。
(1)车身骨架在保证强度、刚度和吸能安全性的基础上,通过使用高强度钢板或部分采用高强度钢构成组合式车身骨架已经成为当代汽车车身设计时的必备技术。
(2)车身覆盖件零件中已经开始采用普通钢板以外的新型材料,如高强度钢板、不等厚拼焊钢板、夹层钢板等,收到了减重和提高强度的双重效果。大量的研究成果已经逐步地得到应用。
(3)铝制零件在车身结构中的应用是未来汽车轻量化的重要方向。其中,钢铝一体化框架结构,更有利用实现车架的不同强度和刚度梯度要求,设计出吸能要求合理的安全车身框架,是具有重要理论研究和应用前景的新结构理念。
(4)各种不同材料的力学性能、连接技术及成形规律的研究还很欠缺,致使车身新型结构开发、材料选用以及CAE工作尚待完善。
当前最迫切的研究工作应该围绕以下几方面。
(1)开展关于钢铝一体化框架结构车身关键技术的研究,包括钢与铝的连接技术,铝的成形技术,钢与铝组合的电化学腐蚀问题等。
(2)开展关于钢铝一体化框架结构车身设计和分析方法的研究,逐步建立钢铝联合框架结构的开发规范。
(3)在此基础上逐步推进钢铝一体化框架结构车身在企业新产品开发中的应用,首先尝试在小批量生产中加以采用,以考验这种结构的设计与分析方法以及实际应用效果。不断积累铝合金材料在车身结构中的应用的经验,同时也为其他轻质材料如镁合金、碳纤维及其塑料的应用奠定基础。
相关标签搜索:车身轻量化与钢铝一体化结构新技术的研究进展 Fluent、CFX流体分析 HFSS电磁分析 Ansys培训 Abaqus培训 Autoform培训 有限元培训 Solidworks培训 UG模具培训 PROE培训 运动仿真




