
ADAMS大功率高速悬臂激光切割机动态精度分析
2013-06-24 by:广州有限元分析、培训中心-1CAE.COM 来源:仿真在线
关键字:动态精度 结合部 刚度 激光切割机
激光切割机作为激光加工设备之一,市场前景好,是国内外企业大力发展的品种。按结构形式激光切割机可以分为龙门式和悬臂式,按传动方式可分为直线电机、丝杠、齿轮齿条等。自20世纪70年代激光技术开始应用于材料切割领域,至今国外已经开始大规模应用于工业生产,同时成长起来一批激光切割设备制造商,比较著名的有德国的TRUMPF、意大利的PRIMA、瑞士的BYSTRONIC、日本的MAZAK、AMADA、MITSUBISHI等。我国激光技术的基础研究始终紧跟国际顶尖水平,但在激光加工设备方面明显落后,国内现在规模较大的激光设备制造商有大族激光、华工激光、广州团结等。
激光加工技术一直是国家重点支持和推动的高新技术,而且在国家制定的中长期发展规划中,激光加工技术也被列为关键支撑技术,一段时期内,激光加工设备的市场也将处于井喷状态,这为我国激光加工技术的发展带来了优越的发展机遇。
激光切割机的加工精度受多种因素影响,切割头的动态精度决定加工精度,本文主要研究结合部刚性对切割头动态精度的影响。
2 大功率高速悬臂激光切割机的结构特点
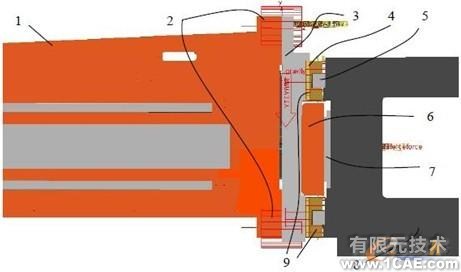
本文所研究的大功率高速悬臂激光切割机如图1所示,此切割机采用悬臂式结构,开放性好,XY轴以直线电机和直线导轨作为传动部件,使用光栅尺精确定位,能达到真正意义上的高精度、高速度、高性能,最大运行速度120m/min,定位精度±0.03mm/m,重复定位精度±0.03mm。此切割机可以应用于金属切割、模切板加工、电气开关制造、航空航天、粮食机械、纺织机械、工程机械、机车制造、农林机械、电梯制造、特种汽车、家用电器制造、工具加工、IT制造、石油机械制造、食品机械、金刚石工具焊接、齿轮焊接、金属材料表面处理、装饰广告、激光对外加工服务等各种机械制造加工行业。此切割机专业用于切割多种中薄金属板材,通过配置不同功率大小的激光器,可优质切割0.5~40mm碳钢板,0.5~25mm不锈钢板,还可切割PVC、密度板、压克力、ABS、木材等多种非金属材料。
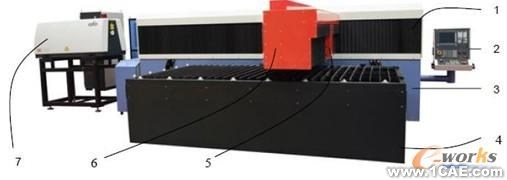
1-直线电机,2-操作台,3-床身,4-工作台,5-Y向运动部分,6-悬臂,7-激光器
图1 大功率高速悬臂激光切割机
3 虚拟样机建模与仿真
MSC.ADAMS软件是专门用于机械系统动力学的仿真分析软件,以其完备的零件库、约束库、力库,可以创建完全参数化的机械系统虚拟样机,通过后处理器,可以方便的输出位移、速度、加速度以及反作用力曲线。同时,通过IGES、STEP等标准文件格式可以方便的与其他CAD/CAM/CAE软件交换数据,为机械系统设计提供了强有力的支持。
ADAMS中提供了一种Bushing(轴套力)连接方式,轴套力实际上是模拟两构件之间的力和力矩大小,它作用在主动体与反作用体的I marker 和J marker上。轴套力的计算公式如下:
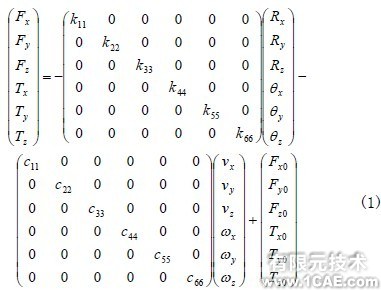
式中 F,T——力和力矩
R——I,J标记之间的相对位移
θ——I,J标记之间的相对转角
v——I,J标记之间的相对速度
ω——I,J标记之间的相对角速度
k,c——刚性和阻尼系数
下标 x,y,z——x、y、z方向
下标x0,y0,z0——x、y、z方向的初始值
在ADAMS中建立的激光切割机虚拟样机如图2,只考虑主要的结构部分,忽略不必要的细节。各构件间利用软件中定义的约束、力建立连接关系,具体见图3,其中Y向运动部分全部固定于悬臂之上;直线电机定子和动子间有20000N吸力,以单点力形式施加于动子质心;X向每根导轨上有三个滑块,每个滑块与滑板间用一个Bushing连接;实际中悬臂和滑板利用上下各四个螺钉连接,虚拟样机中每个螺钉用一个Bushing替代。滑块、悬臂与滑板间的Bushing如图4所示。
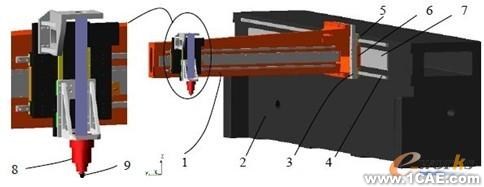
1-悬臂,2-床身,3-滑板,4-X向导轨,5-滑块,6-X向直线电机动子,
7-X向直线电机定子,8-切割头,9-Marker_191
图2 虚拟样机
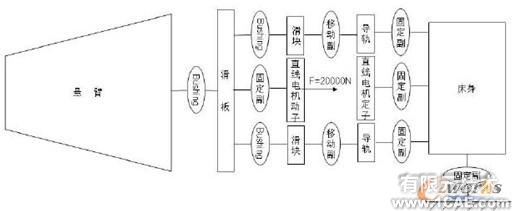
图3 主要构件间约束及载荷
1-悬臂,2-滑块与滑板连接Bushing,3-滑板,4-滑块,5-X向导轨,
6-X向直线电机动子,7-X向直线电机定子,8-床身,9-悬臂与滑板连接Bushing
图4 结合部连接示意图
4 仿真结果分析
4.1 动态精度分析
本文只分析滑块结合部刚度对切割头动态精度的影响,故只改变滑块与滑板间Bushing的移动刚度和转动刚度值,分析切割头端点(Marker_191,见图2)相对滑块质心X、Y方向的位移。Bushing的初始数据取自经验值,Bushing参数值见表1。为研究切割头动态精度,对机床进行短行程分析,即在X向加速到最大速度再减速至零,驱动力为正弦输入(见图5),施加在X向直线电机动子质心上。在此驱动力下,Bushing参数值取表1中的初始数据时,滑块质心位移、速度、加速度曲线如图6。
表1 结合部参数

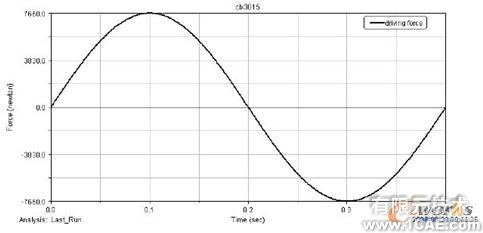
图5 驱动力曲线
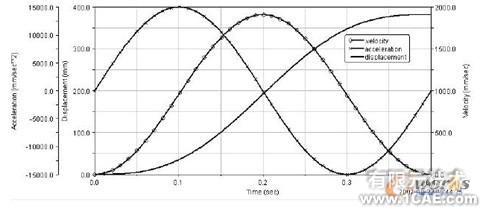
图6 滑块质心位移、速度、加速度曲线
在同样驱动力下,依据表1采用不同的Bushing参数值进行仿真,输出相应的切割头端点X方向的位移如图7。从图中可以看到,不同的Bushing参数值导致切割头端点X方向的位移出现差别。
1-改进1,2-初始数据,3-改进2
图7 不同Bushing参数对应的切割头端点X向位移
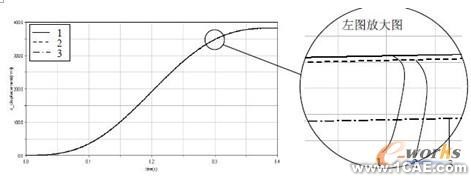
对每次分析结果,输出切割头端点相对滑块质心的X、Y方向的位移,结果如图8所示,此结果即为不同Bushing参数值所对应的切割头动态精度。
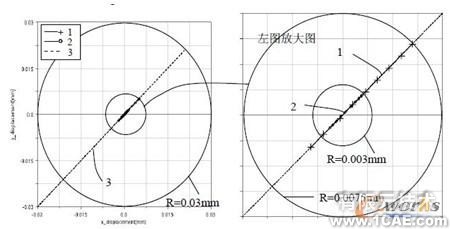
1-初始数据,2-改进1,3-改进2
图8 切割头动态精度
从图8可以看到,三种不同的Bushing参数,使得切割头动态精度差别较大。采用初始数据时,精度在0.0075mm内;改进1即提高Bushing刚性,精度在0.003mm内,改进2即降低Bushing刚性,精度大于0.03mm。可见随着滑块与滑板结合部刚性增强,切割头动态精度提高。目前所选用的滑块其结合部刚度能满足精度要求。
4.2 振动分析
依据表1,对不同Bushing参数值的虚拟样机分别进行振动分析,具体做法是,在X向直线电机动子质心加幅值为1G(9.8m/s2)大小的正弦加速度,从1HZ至1000HZ正弦扫频,考察其对切割头X向激励。对不同的分析结果分别输出切割头端点X向加速度的频率响应,结果如图9。随着滑块与滑板连接Bushing刚性增强,切割头端点起振频率逐渐增大。
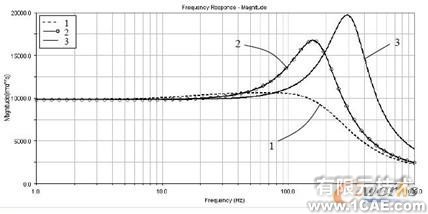
1-改进2,2-初始数据,3-改进1
图9 切割头振动响应
5 结论
本文利用MSC.ADAMS软件建立了大功率高速悬臂激光切割机整机虚拟样机,其中滑块与滑板的连接采用Bushing连接,并对采用不同的Bushing参数值的虚拟样机进行了整机动态精度分析和振动分析。结果显示结合部刚度对切割头动态精度影响显著,随着结合部刚度增强,切割头动态精度提高,而且在振动激励下切割头起振频率相应增大。本文的研究结果为合理选择滑块刚度值及优化切割头动态精度提供了理论依据。
相关标签搜索:ADAMS大功率高速悬臂激光切割机动态精度分析 Fluent、CFX流体分析 HFSS电磁分析 Ansys培训 Abaqus培训 Autoform培训 有限元培训 Solidworks培训 UG模具培训 PROE培训 运动仿真




