
基于ANSYS/LS-DYNA的空拔钢管有限元分析
2013-06-23 by:广州有限元分析、培训中心-1CAE.COM 来源:仿真在线
1 分析模型的建立
1.1 基本原理
空拔钢管是一个既有接触非线性,又有几何非线性和边界非线性的多重非线性相互耦合问题,钢管和模具的几何模型如图1所示,其变形区分为减径区和定径区两部分,在拔制力的作用下钢管和模具接触,钢管在轴向伸长的同时产生径向收缩,进入定径区后钢管产生弹性恢复。

图1钢管和模具的几何模型
![]()
式中 [M]——整体质量矩阵;
[C]——整体阻尼矩阵;
{P}——外力节点力矩阵;
{F}——由内应力计算的整体节点力矩阵;
![]() ——为整体节点加速度矩阵;
——为整体节点加速度矩阵;
![]() ——整体节点速度矩阵。
——整体节点速度矩阵。
式(1)通常有隐式和显式两种解法,本文采用了ANSYS软件的LS-DYNA模块所提供的显式解法[5]。
1.2 空拔钢管有限元模型的建立
钢管和模具几何上是绕同一轴线的回转体,利用ANSYS前处理器很容易建立起钢管和模具的三维实体模型。选用具有显式分析功能的SOLID164单元对实体模型划分网格,为得到较为规则的网格分布,本文采用了映射分网技术(Mapped mesh),分网后钢管和模具的有限元模型如图2所示。
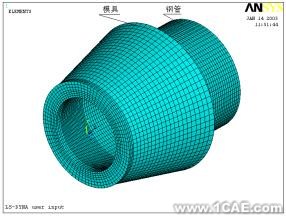
图2 钢管和模具的有限元模型(Mapped mesh)
单元属性的定义包括单元类型(TYPE)、实常数(REAL)和材料模型(MAT),在网格划分前分别定义了模具和钢管的单元属性,这样模具和钢管就可以分别用PART1和PART2标识以进行接触分析,接触边界通过设置接触类型和摩擦系数靠PART1、PART2自动识别。
为了加快计算速度,模具按照刚体处理,钢管材料根据试验得到的应力应变曲线用多线性随动强化模型来近似,如图3所示。
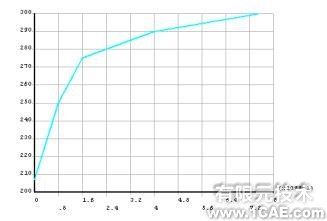
图3钢管材料模型(多线性随动强化)
1.3 边界条件和载荷的定义
钢管与模具的接触类型设置为面面接触(ASTS),用EDMP命令限制模具的平移和转动。选取钢管上所有节点,将其建立为component块,在其上施加初速度。为了达到计算的收敛性,加载方式选择为在钢管端面上施加一段位移来代替实际的拉拔力,该位移在保证钢管被稳定地拉出一部分的前提下,数值不宜过大,这样可以缩短计算时间。通过位移与时间的匹配来实现拉拔速度的设定:首先将时间和位移设为数组形式,然后用EDLOAD命令来定义对应时间上的位移数值。
2 建模与分析示例
取一段材料为20B的钢管,拔前入口直径为51mm,壁厚为3.39mm;模孔直径为42mm,摩擦系数为0.25,锥角为13°,利用ANSYS/LS-DYNA软件进行模拟。
2.1钢管的变形过程分析
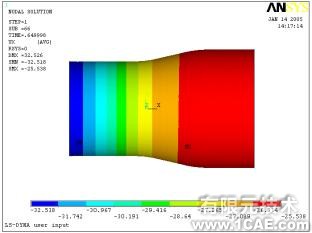
图4 钢管在拔制过程中轴向变形分布
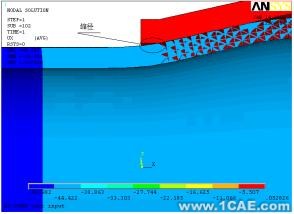
图5 空拔钢管的缩径现象
图4为钢管在拔制过程中轴向变形分布,能够看出,钢管轴向变形的分布规律为:从左端(拔制力作用端)到定径带变形量从绝对值来看是均匀减小,从定径带到入口变形量基本不变,但仍小于定径带处的变形量。在图4中最大轴向变形发生在拔制力作用的左端,其数值为-32.518mm(“-”表示方向向左),最小轴向变形发生在钢管的入口区,其数值为-25.538mm。图5为轴截面上的模型剖视图(在定径带部位放大),从图中可以看到成型后的钢管直径比定径带尺寸略小(定径带直径与拔后钢管直径相差1.4828mm),从理论上验证了实际生产中的空拔钢管缩径现象。
2.2 钢管应力分布
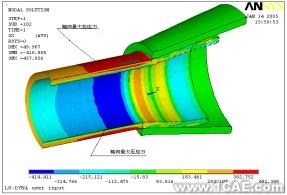
图6钢管轴向应力分布
在空拔钢管过程中由于钢管内表面没有约束作用,处于自由状态,而钢管的外表面则与模具相接触,它承受了比内表面更高的纵向流动阻力,导致钢管断面上金属纵向流动不均匀[6]。从图6可见,拔制方向的轴向应力沿着钢管壁厚呈现不均匀分布状态,外表面为强拉应力区,内表面为强压应力区,最大拉应力出现在钢管的外表面,最大压应力区出现在钢管的内表面。当最大拉应力超过临界值时,钢管的外表面材料将发生破坏,这是实际生产中钢管横向裂纹主要产生于外表面的原因。
2.3 拔制过程中拔制力的变化情况
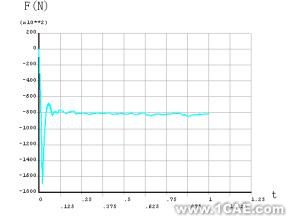
图7拔制力的变化情况
通过计算可得,拔制力随拔制过程的变化如图7所示,我们将其分为三个阶段:
起始阶段 随着钢管逐渐与模具发生接触,拔制力逐渐增大,对应图7中曲线开始时的拔制力(绝对值)随时间快速增大的区段;
流动阶段 在钢管与模具基本上完全接触后,金属进入一种非稳态的流动阶段,此时由于金属流动,拔制力迅速减小,同时由于流动方向的不确定性拔制力快速变化,对应图7中曲线的抖动区段;
稳定阶段 随着拔制过程的深入,金属的流动渐趋稳定,拔制力不再发生变化,对应图7中曲线的平直区段。
3 工艺参数对拔制力的影响分析
3.1 模锥角对拔制力的影响
图8 拔制力随模锥角的变化
模锥角α对拔制力的影响与两个作用相反的因素有关,第一个因素为:α增加,变形区长度减小,摩擦面减小,导致正压力及相应的摩擦力减小,拔制力降低;第二个因素为:α增加,正压力水平方向分力增加,同时拔制时在入口处钢管附加弯曲变形的程度加大,导致拔制力增加。当α比较小时,第一因素所起的作用是主要的,α增大到一定之后,第二因素起主要作用,试验表明,存在一个最佳角度范围,这时拔制力最小[7]。本文的模拟结果也证明了这一规律,图8则是在计算了不同模锥角α与拔制力关系的基础上描绘的曲线,可以看到,模锥角在14°时拔制力是最小的。该结论为模具结构参数设计提供了依据。
3.2 摩擦系数对拔制力的影响
图9为摩擦系数与拔制力之间的关系,随着摩擦系数的增加,拔制力线性增大,因此在实际生产过程中有必要通过提高模具内锥面的加工质量、采取可靠的润滑等措施,来减小摩擦系数,以降低拔制力。
图9拔制力随摩擦系数的变化
随着壁厚的增加,拔制力线性增大,这可为冷拔设备功率的计算提供较为可靠的依据。
4 结论
本文应用ANSYS软件的LS-DYNA模块建立了三维空拔钢管有限元模型,动态模拟了钢管空拔过程,得到了各种场量的分布,分析了生产中常见问题的成因,如横裂及空拔后钢管出口直径略小于模孔直径的机理,研究了模锥角、摩擦系数和壁厚等工艺参数对拔制力的影响。为模具结构设计、生产线功率计算提供了较为可靠的理论依据。
相关标签搜索:基于ANSYS/LS-DYNA的空拔钢管有限元分析 Fluent、CFX流体分析 HFSS电磁分析 Ansys培训 Abaqus培训 Autoform培训 有限元培训 Solidworks培训 UG模具培训 PROE培训 运动仿真




