
铝合金带筋筒形件成形数值模拟研究
2013-06-10 by:广州有限元分析、培训中心-1CAE.COM 来源:仿真在线
通过有限元模拟软件MSC/superForm对某铝合金带筋简形件进行了数值模拟,得到了变形过程的金属流动规律,获得了挤压温度与成形筋高的关系。模拟结果表明,带筋筒形件的塑性变形主要集中在筋部位,筋高随着挤压温度的升高而升高。
作者: 曹安斋*方敏*张治民*柴国瑞 来源: 万方数据
关键字: 有限元 挤压温度 筋高
为了减轻质量和增加刚度,某些耐高压壳体类零件选用质量轻、强度高的铝合金,结构多采用纵、横内筋结构,这给构件的加工带来很大的困难田。研究金属塑性成形流动的方法有物理模拟和数值模拟两种。前者周期长、投资大沮整个变形过程难以_直接观察;后者免去大量的物理模拟,从而有效地节省投资,节省人力物力,缩短设计时间和生产周期团。本文通过数值模拟研究了铝合金带筋筒形件的金属流动规律,并得出了挤压温度与筋高的关系,为实现生产提供了理论依据。
1零件成形工艺方案的确定
本零件材料为防锈铝合金LF6,零件图如图1所示。该件为纵、横内筋结构件,纵向有10条筋,横向有2条筋,宽度为10 mm,突起为5mm,成网格状。本例采用单工步等温挤成形工艺,即下料,均匀化处理(400℃保温6 h,然后再升温到480℃保温6h),去除氧化皮一成形,冷整形。
2三维数值模拟模型与条件加载
2.1模型的建立
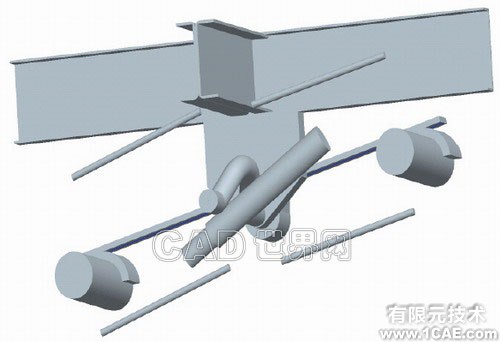
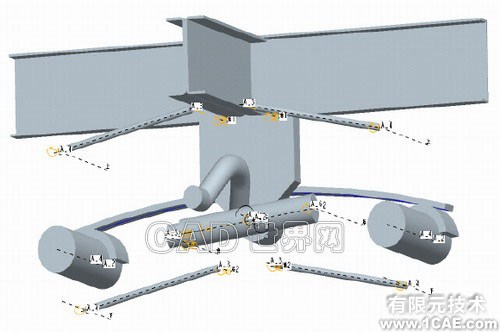
有限元模型是对物体实际模型的简化,根据本零件的对称性,仅取整个坯料的1/6作为模拟对象。采用proe软件对模具进行三维造型,然后导人MSC/Marc软件,建立模型图。模拟分析简图如图2所示。采用MSC/superform软件进行模拟分析。
2.2模型参数定义
模型几何参数凸模压下速度为1 mm/s,坯料由边长为2.75 mm的5 537个六边形单元组成,在变形过程中当单元的边长超过3mm时,对网格进行自动重划分。
模型材料参数模型中材料为asm_Alum_21,弹性模量为70GPa,泊松比为0.3,密度为2.64 g/cm3。
摩擦系数凸凹模的摩擦系数为0.2。
2.3挤压过程金属流动规律
图3表示带筋筒形件毛坯挤压成形过程中不同阶段的变形网格图。从图中的网格变化看出,筒体区域变形较小,零件的塑性变形主要集中在筋部位。随着凸模向下运动和凸模镶块的径向运动(水平运动),网格筋逐渐被充满,变形最剧烈的区域就是纵横筋的交叉部位,剧烈的变化导致畸变的网格数目越来越多,中间进行了网格重划分。
2.4不同温度与筋高的关系
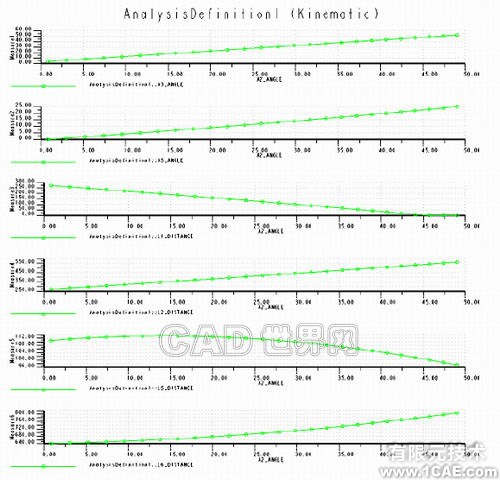
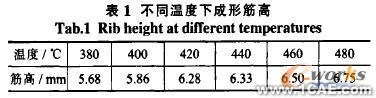
图4分别对不同温度进行了数值模拟,其温度与成形筋高的关系,如表1。可以看出,随着坯料加热温度的升高,毛刺有所减少,这是因为温度上升后坯料的变形抗力下降的结果。因此温度的升高,对变形趋于均匀化有利。温度越高所成形筋高越高,但挤压温度过高不仅会发生过烧现象,容易发生裂痕,而且容易和模具产生粘结。挤压温度过低,对设备要求高,而且容易使模具发生变形0故挤压温度应选择440℃左右为宜。
3结论
(1)通过对6种不同的挤压温度进行数值模拟,得出挤压温度应选择440℃左右为宜口
(2)由模拟结果可知,筋高随着挤压温度的升高而升高。
(3)数值模拟可减少零件塑性成形时实验工作量,为其毛坯合理的选择及模具结构的优化提供科学的依据。
相关标签搜索:铝合金带筋筒形件成形数值模拟研究 Fluent、CFX流体分析 HFSS电磁分析 Ansys培训 Abaqus培训 Autoform培训 有限元培训 Solidworks培训 UG模具培训 PROE培训 运动仿真




