
模拟旋压的数值仿真方法
2013-06-14 by:广州有限元分析、培训中心-1CAE.COM 来源:仿真在线
旋压加工技术是一种节能优质的先进加工工艺,具有节能、环保等优点,但是由于加工工艺复杂,目前在工业制造中还没有普遍运用。特别是GF6输出支架壳体这类具有复杂的几何结构的旋压工艺技术,目前没有详细的资料,被欧美等一些企业所垄断,这对于我国自行研发该产品的系列具有一定的困难。因此有必要提出一种关于旋压加工虚拟仿真方法以减少该产品研发周期和成本。尽管有限元模拟仿真技术已经在冷加工成型方面得到了广泛的应用,但是与旋压有关的有限元模拟仿真报道很少,特别是本文所讨论的具有内花键的复杂几何结构的模拟仿真还未见报道。本文在旋压加工技术三维模拟仿真的基础上,提出一种简易的数值仿真方法。
1 旋压加工的有限元模型
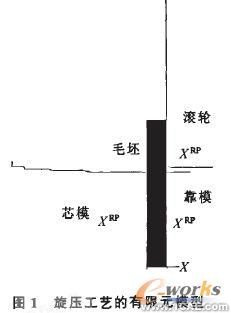
旋压加工过程是一个强非线性、大变形的金属塑性加工过程。笔者曾运用Mar。软件进行该产品三维模型的强力旋压加工模拟,但是对于一个运用三维实体单元模拟旋压过程中的强非线性接触问题,划分单元数达到数万个以上,计算时间很长,每次计算要持续几十天时间。而且对计算机的配置要求非常高,可知数值模拟耗费的代价很高,因此有必要寻找一种较为简便的模拟方法。根据文献,采用平面应变的方法近似模拟旋压加工过程。再根据实际观察旋压加工过程和三维有限元模拟计算结果可知,旋转加工的过程,如果忽略加工毛坯旋转加工产生的偏斜率,那么观察毛坯件在沿纵向变形的情况,将是由旋轮对毛坯件产生的向下压力和沿纵向的推力。当用平面应变问题来近似模拟时,滚轮单纯对毛坯件沿纵向截面所产生的作用一面向下压,一面沿纵向推进的加工过程。具体建立有限元模型方法如下。
采用 ABAQUS软件Expcilit模块,由于只关心毛坯件旋压加工中变形情况,将下模和旋压的滚轮设定为刚体,毛坯为变形体,按照实际加工进给路线设计出刚体滚轮的前进路线。由于旋压零件关于上下对称,因此只考虑其上半部分具体模型,见图1所示。其中,节点总数1039,刚性线性单元280个,可变形平面单元918个。滚轮与毛坯、下模与毛坯的接触面根据实际情况进行定义。
加工的毛坯材料分别考虑两种材料,即所提供的冷轧钢材和经过热处理后的材料。由于模拟仿真需要用到材料的应力-应变曲线,因此首先将不同的材料在广州材料研究所做实验,得到相应的曲线[8]。然后对两种不同材料状态以及不同形状的加工毛坯进行旋压加工模拟,每次计算时间需要5239min。表1给出的是广州材料研究所所做的材料试验结果。

2 计算结果
计算步骤模拟实际加工情况。首先考虑毛坯件的形状为圆片,给出在不同材料和不同加工毛坯的几何形状下,加工件内表面的等效应力分布情况。
2.1 冷轧材料做模拟旋压加工时计算
对于冷轧材料做模拟旋压加工时的计算,其工件内表面等效应力分布情况见图2所示。在零件的端部和花键成形的末端应力较大,其vonMises等效应力>5OOMPa。

2.2 退火材料做模拟旋压加工时计算
对于经过热处理材料做模拟旋压加工时计算工件内表面等效应力分布情况见图3所示。

其应力分布情况与第一种工况基本相同,其中VonMises等效应力<50OMPa。
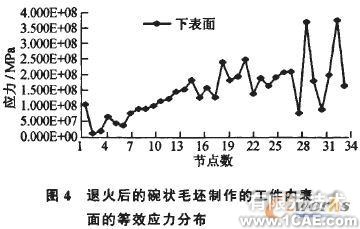
2.3 考虑碗状毛坯件为退火材料的应力分布情况根据文献,将毛坯件做成变截面碗状,其等效应力在工件内表面分布情况见图4所示。可见应力分布情况与前两种工况完全不同,在内花键成形部分的应力较小,最大应力发生在工件根部,最大的vonMises等效应力值<400MPa。
3 讨论
根据材料拉伸试验结果可知,经过退火处理后的材料与原材料相比,屈服极限没有变化,但是强度极限变小,伸长率增加,截面收缩率增加。
经过退火处理后的材料与原材料毛坯模拟旋压计算结果相比,前者在旋压工件上下表面的应力比未加工的材料要小。由此可以看出,经过退火处理后,材料进行旋压加工的质量要高。
根据计算所得到的旋压件应力分布看,沿零件上下两端应力较大。实际加工过程证明了这一点,即该产品易出现掉底和内花键根部开裂或齿形不饱满现象。
对毛坯的形状进行比较,可以看出用碗状毛坯材料进行旋压加工比对圆片状材料加工时的应力值要小。因此,用于这种形状的毛坯件进行旋压加工比用原盘形状毛坯件易于旋压加工,特别是在形成饱满的内花键方面成功率要高。
特别要指出的是,实际旋压实验结果和三维有限元模拟仿真结果都验证了由本文提出的方法的有效性。采用本文提出的方法,可以有效地确定出所要加工的毛坯件的大小尺寸。对于全新设计的产品,可以运用上述方法,设计出各种不同形状、尺寸的毛坯件,分别进行模拟仿真,看看是否能够满足成形要求,旋压加工零件的应力分布是否满足设计要求。通过比较可以设计出合理的用于旋压用的毛坯件。而不需要利用材料体积不变原理,计算出复杂旋压件的体积,确定毛坯件形状和尺寸。这样做可以节省研发费用和缩短研发周期。
相关标签搜索:模拟旋压的数值仿真方法 CFD培训 CFD流体分析培训 cfd视频 fluent cfx pumplinx软件培训 Fluent、CFX流体分析 HFSS电磁分析 Ansys培训 Abaqus培训 Autoform培训 有限元培训




