
移动焊接机器人及混合控制
2013-05-24 by:广州有限元分析、培训中心-1CAE.COM 来源:仿真在线
焊接机器人是在工业机器人基础上发展起来的先进焊接设备,由于焊接过程中,工件有加工误差、热变形、定位误差等各种影响因素,导致焊接质量下降,为保证焊接的可靠性,必须要进行焊缝的自动跟踪。核心是开发离性能的传感器和有效的控制方法,近年来,CCO传感器和旋转电弧传感器已成为两大主流传感器;模糊控制和及其与神经网络、PIO结合的智能控制方法已成为主要的控制方法。
本文介绍适用于大型水平工件(包括小坡度工件)焊接的轮式爬行机器人的构成及相关的控制方法。
1、焊接机器人的系统构成
1.1硬件构成
机器人系统由小车军体、控制系统、信号采集及检测电路、交直流电源四部份组成,配上直流弧焊电源、送丝机和保护气体后就组成了一个完整的焊接机器人系统。
机器人本体包括移动小车、十字滑块及相应的电机。机器人本体是一个基于汽车原理的运动机构,同时承担负重功能。二个前轮由步进电机驱动,负责转向:二个后轮由交流伺服电机驱动,提供整个系统前进的动力;十字滑块曲直流伺服电机驱动且配有限位开关。线性滑轨和滚珠丝杆完成垂直方向和水平方向的精确运动,可元级调速,有一定的负重能力和越位保护功能,能够承载20kg的重量,能带着焊枪快速移动,最高速度大于100mm/s同时十字滑快的行程大于60mm,从而保证整个系统在相当区域内有良好的动态响应。
控制系统由研祥EVOC工业控制计算机、GT-400-SVPCI运动控制卡、maxon直流伺服电机控制器、松下交流伺服电机控制器MSOA043A1A、美国IM483混合式步进电机控制器,恒速旋转控制卡、送丝控制继电器组成。研祥工控机为Pentium N2.4.512M内存,基于PICMG总线的卡式计算机,其内装有AC1820AA/D高速数据采集卡和GT_400_sv_PCI运动控制卡。
信号采集系统及控制接口电路,ISA总线的C1820AA/D采集卡、YOH-HTD-7-300A霍尔电流传感器组成。
控制电源及变压器:包括直流5V、12V和交流24V几个电压等级。
机器人小车、十字滑块及各控制卡在工控机的统一协调下,构成一个有机整体,实物见图1。

焊接电源和信号的检测及相关的控制部件组成电弧传感系统,包括焊炬、直流焊接电源、霍尔电流传感器、AID采样器件、滤波和转速控制电路。它是整个系统的关键,完成测位、旋转伺服控制和电流采样的功能。为了确定焊炬旋转时所处的位置及旋转速度,在旋转电机中装有一个同铀的光电码盘,其外圈有64个矩形槽、内圈有1个矩形槽,当电机运转时,矩形槽交替地阻挡和允许从光电管中的发光管通往光敏接受管的光路,光敏管输出脉冲信号,反映旋转的瞬时位置,用作AID采样的触发脉冲。
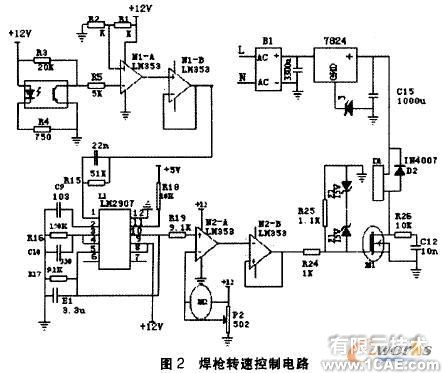
旋转电机的控制一般采用PWM方式,具体的实现分为数字式和模拟式两种。通过OSP进行数字处理,计算出相应的控制量后输出到OAC7625,A/D转换的结果经过隔离放大后控制PWM模块SG3525,这是一种数字式的控制方法,此外也有采用单片机的HSO或EPA的高速输出功能,通过驱动及光电隔离电路完成电压等级的转换后对电机进行转速控制。
我们采用的是图2所示的模拟电路的方法,原理是:焊炬旋转的速度信号经隔离放大后,送入LM2907进行频率/电压转换,其输出为一个与转速相对应的锯齿波。此信号和调速旋钮来的设定值分别输入放大器的负、正输入端,输出的是PWM电压,实现对场效应管IRE540的控制。
1.2焊缝跟踪的实现
旋转电弧传感器将一周的焊炬运动离散为64个点,经过霍尔传感器的采集之后送给岛。转换器件以提取各个点处的电流值。对这些电流值的分析得到当前焊枪下的焊道的信息。当焊缝的左右偏差和高低变化的数值计算出来后,通过固高公司的四轴运动控制器来控制小车车体和十字滑块的协调运动,运动控制器的核心是ADSP2181数字信号处理器,实现高性能的控制计算,包括实时轨迹规划、位置、速度或加速度控制、主机命令处理和本身的I/O管理,实现焊缝的精确跟踪。
2、控制设计
2.1控制方法
整个控制系统采用模糊控制、PI控制、bang-bang控制相结合的方法:设置二个不同的阀值,在误差超过大阙值时用bang-bang控制;小于大阔值而大于小阙值时用FUZZY,在误差接近O时采用PI方法,加入积分以最终消除误差。
2.1.1模糊控制
当小于大阙值而大于小阙值的时候,我们采用模糊控制,取偏差e和偏差的变化ec作为模糊控制的输入量,经模糊推理后得到输出的控制量。
根据模糊控制规则表,制定出合适的论域,然后我们就可以用重心法解模糊求出控制量U。
2.1.2PI控制
当系统的偏差很小时采用PI控制,取偏差e做为输入量,则根据PI控制算法得到控制量U,控制量U的计算公式如下:
![]()
2.1.3bang-bang控制
当系统的偏差很大时采用bang-bang控制,取偏差e和偏差的变化ec做为输入量,根据bang-bang控制的算法,我们可以得到控制量U。
2.2控制器设计
2.2.1控制策略
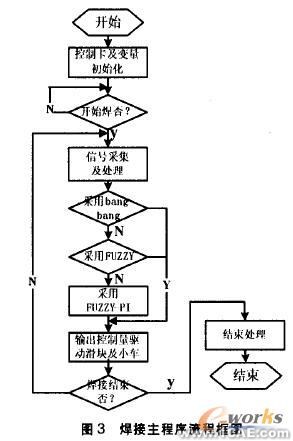
由上述的测试数据可知:小车的反应速度较慢,所以主要靠十字滑块来进行焊缝的精确、快速跟踪,而利用小车进行弯曲的焊缝跟踪。根据引言中的分析,整个控制系统采用模糊控制、PI控制、bang-bang控制相结合的方法:设置二个不同的阙值,在误差超过大阙值时用bang-bang控制;小于大阙值而大于小阙值时用FUZZY,在误差接近O时采用PI方法,加入积分以最终消除误差。流程图如图3。
2.2.2控制器结构

3、结束语
设计了FUZZY、FUZZY-P及FUZZY-PI等多种控制方法,在水平直线V字焊缝,Z型V字焊缝上进行了多次试验。旋转电弧传感器能够较好地进行弯曲焊缝的跟踪,试验说明了此类机器人工作是可靠、灵活的,有较好的应用前景。
相关标签搜索:移动焊接机器人及混合控制 CFD培训 CFD流体分析培训 cfd视频 fluent cfx pumplinx软件培训 Fluent、CFX流体分析 HFSS电磁分析 Ansys培训 Abaqus培训 Autoform培训 有限元培训




