
Dynaform:汽车覆盖件冲压成形的多因素耦合数值模拟研究
2017-01-04 by:CAE仿真在线 来源:互联网
摘要:使用UG三维CAD软件对汽车覆盖件零件进行三维建模,并转换到DYNAFORM中建立了零件的有限元模型;通过模拟计算分析,讨论了拉延筋几何参数、坯料尺寸、压边力、材料参数等多种因素对零件成形的影响,解决了模具设计、冲压工艺和选材问题。关键词:冲压成形,数值模拟,拉延筋,压边力,材料参数
1 引言
汽车覆盖件因为其独特的特点决定了汽车整车开发周期,成形模具设计制造依靠设计者的经验和反复试模的传统设计方法已经不能满足市场发展的要求了。CAD/CAE/CAM一体化系统已经成为国内外汽车公司设计和制造新产品制胜的法宝,这一技术的采用,保守估计,可以使模具设计与制造周期缩短2/5,模具生产成本降低1/3,进而大大降低整车成本,增强市场的竞争力[1]。目前板材成形有限元仿真技术广泛应用于汽车和钢铁工业等诸多领域,为模具设计、冲压工艺的制定、冲压零件的科学选材等起到了积极作用。
本文采用显式动力有限元软件DYNAFORM对汽车侧围外板进行有限元分析,对拉延筋几何参数、坯料尺寸、冲压工艺、材料参数(

2 研究方法
2.1 三维几何模型及有限元模型建立
在复杂型面的板料冲压仿真分析过程中,几何模型建立的工作量占总的模拟过程工作量的很大比例,并且几何模型建立的质量直接影响模拟结果的准确度。侧围外板零件尺寸较大,几何型面非常复杂,多为复杂的空间自由曲面,无法用解析形式表述,只能用参数曲面来表示。eta/DYNAFORM的前处理功能根本不能满足建模的需要,所以使用大型三维造型软件UG进行几何模型的建立,如图1所示即为UG建立的几何模型。在建立几何模型时,要同时考虑冲压方向,工艺补充面及压料面的添加。

图1 UG建立的零件模型

图2 模具和板料的有限元模型
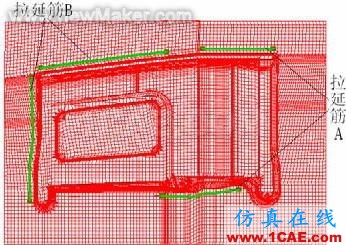
图3 拉延筋位置设置
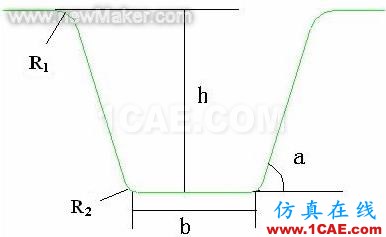
图4 拉延筋截面形状
由于冷轧钢板都具有明显的各向异性,根据Hill各向异性弹塑性模型的屈服准则,选择DYNAFORM中可以设置各向异性参数的36号三参数弹塑性材料模型[2],其等效应力-应变关系[1、2]:

表1 材料性能参数

由于冲压过程的影响因素较复杂,笔者重点考虑了拉延筋几何参数、坯料尺寸、压边力、材料参数(
表2 拉延筋几何参数计算方案

表3 各影响因素的计算方案

3.1 拉延筋几何参数对拉延阻力的影响
对于大型复杂形状零件的冲压成形,为了保证尺寸、形状精度及足够的刚性要求一般采用对毛坯施加适当的附加拉力的成形方法,以增加板料中的拉应力、控制材料的流动、避免起皱,拉延筋是实现这种要求的有效手段。通过设置拉延筋,①能方便有效地实现对材料流动的控制。②增加进料阻力,使拉深部位的坯料承受足够的拉应力,提高拉深件的刚度和减少由于回弹而产生的扭曲、松弛、波纹及收缩等缺陷;③靠压料面和拉延筋来控制各处的压边力,可以扩大压边力的调节范围;④降低对压料面制造精度的要求。同时,由于拉延筋的存在增加了压边圈与凹模压料面间的间隙,使压料面的磨损减少,从而提高了它的使用寿命。通过模拟分析,找出各参数与拉延阻力之间的关系,各参数对拉延阻力的影响见图5,从图中可以看出随着筋高h的增大,拉延阻力增大,随着筋宽b的增大,拉延抗力减小。拉延筋各几何参数中对拉延阻力影响最大的是圆角R2,然后依次是圆角R1,筋高h,筋宽b。并且圆角R2对拉延阻力的影响是几倍甚至十几倍,所以如果想在大范围内调整拉延阻力,就可以通过调整圆角R2的大小来实现。筋宽b对拉延阻力的影响最小,并且对拉延阻力的影响不大,如果要在小范围内调整拉延阻力的大小,可以通过调整这个参数来实现。
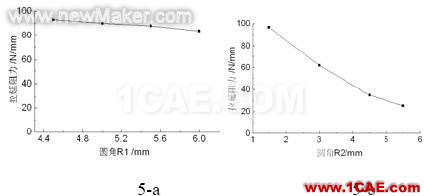
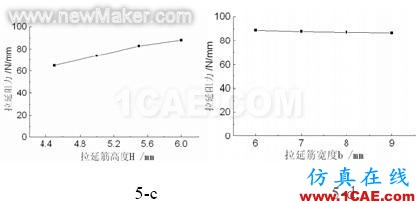
图5 拉延筋几何参数对拉延阻力的影响
3.2 板料毛坯形状的优化及对成形的影响
在覆盖件成形过程中,坯料的形状和尺寸对成形影响非常大,合理的毛坯形状对拉延成形工艺具有重要意义。图6为板料毛坯优化之前的模拟结果,从图中可以看到,在1、2号部位零件已经开裂,此处是局部压制深度较大的鼓包,材料由于难以得到其他部位材料的补充而容易破裂。解决这一问题的有效办法就是在坯料的适当部位开工艺切口,使易于破裂的区域能够从相邻的其它部位得到材料补充。3号部位板料多余部分太多,不利于材料流动,必须进行适当的减除。
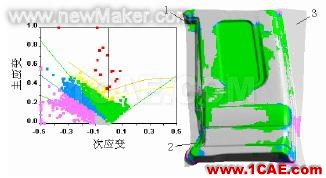
图6 板料毛坯优化之前模拟结果

图7 优化后的板料毛坯
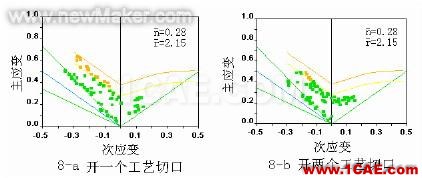
图8 优化板料后的模拟结果
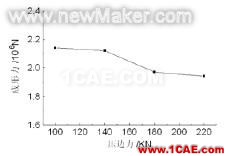
不改变其他工艺参数以及板料性能参数,分别设置压边力为100KN、140KN、180KN、220KN进行数值模拟,图9和图10是压边力对板料成形的厚度减薄率、成形力的影响。可以看出,随着压边力的增大,板料厚度的减薄率增大。随着压边力的增大,成形力逐渐减小。综合几个参数,认为在此工艺参数条件下,压边力为180KN时比较适合成形。
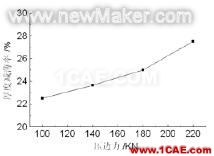
图9 压边力对板料减薄率的影响 图10 压边力对成形力的影响
用上述工艺条件下的拉延筋方式,压边力为180KN,改变材料性能参数
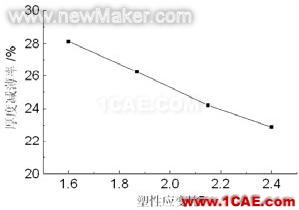
图10 r对板厚度减薄率的影响
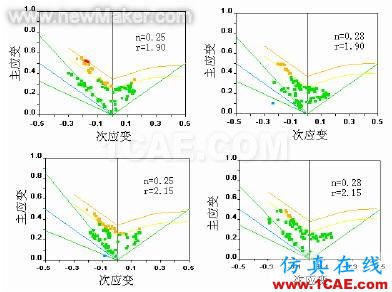
图11 材料性能参数
值对成形的影响
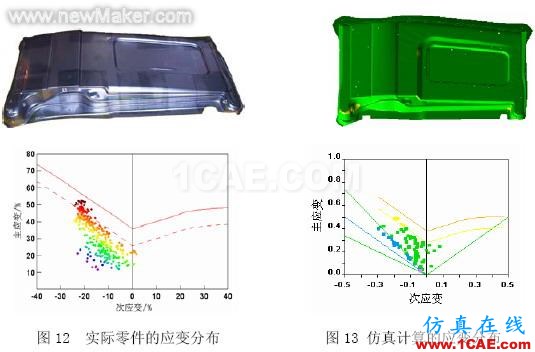
应用ASAME应变测试分析系统对该零件进行实际测试,将有限元分析结果与实际测试结果进行比较,以检验仿真计算的准确性,结果见表3。实际冲压零件在2号部位的应变分布图见图7,仿真计算的应变分布图见图8。结果表明,仿真计算结果与实际应变测试结果相符,两者吻合的较好,说明仿真分析过程中的建模、有限元前处理以及边界条件、工艺参数的确定是合适的。
4 结论
(1)拉延筋几何参数中的圆角R2对拉延阻力影响最大,拉延筋宽度对拉延阻力影响最小。本文设计的等效拉延筋阻力可以较好地控制材料的流动,并且选择压边力为180KN能够顺利成形。
(2)通过模拟计算,确定了比较合适的板料毛坯形状尺寸,在原始板料上切两个工艺缺口更有利于零件成形。
(3)根据计算结果,满足零件顺利成形的最佳材料性能参数为:n≥0.25, r≥2.15。
[参考文献]
[1] 徐丙坤,施法中,陈中奎,板料冲压成形数值模拟中的几个关键问题[J].塑性工程学报,2001,8(2):32-35
[2] 钟志华,李光耀.薄板冲压成型过程的计算机仿真与应用.北京:北京理工大学出版社,1998.3-20.
[2] LS-DYNA Keyword user’s Manual. Nonlinear Dynamic Analysis of Structures[Z]. Livermore Software Technology Corporation, USA,1999.
开放分享:优质有限元技术文章,助你自学成才
相关标签搜索:Dynaform:汽车覆盖件冲压成形的多因素耦合数值模拟研究 Dynaform钣金分析培训 Dynaform汽车模具仿真分析培训 Dynaform技术教程 Dynaform资料下载 Dynaform分析理论 Dynaform软件下载 Fluent、CFX流体分析 HFSS电磁分析 Ansys培训 Abaqus培训 Autoform培训 有限元培训
编辑




