
吉利汽车保险杠“薄壁”结构设计实战案例
2016-11-30 by:CAE仿真在线 来源:互联网
2015年非金属材料年度报告会上,吉利汽车研究院总工程师——熊飞博士通过以吉利汽车保险杠设计的案例,讲解了如何进行“薄壁结构轻量化设计”。
本文包括5大部分:
一、“薄壁”结构轻量化设计
二、材料的优化设计
三、设计方案的验证
四、非金属材料在汽车轻量化中应用案例
五、薄壁化设计推广应用情况
一、“薄壁”结构轻量化设计
1.常规的设计:
常规的设计为3.0MM壁厚;
采用普通的PP滑石粉材料;
单件重量4~5kg*;

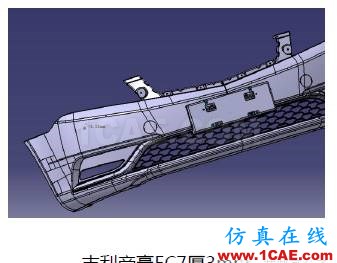
其他汽车保险杠的壁厚
2.吉利汽车保险杠问题描述:
吉利汽车前后保险杠均采用3-3.2mm等壁厚设计,重量3.5kg-5.5kg。
比国际上同类车型车型重0.3-0.5kg;
自重大带来形变量增大;
节能减排压力下,不符合轻量化设计原则;
采购成本压力
3.原因分析
材料模量低:吉利在用材料模量1258-1400MP,而丰田、日产、大众在用材料弯曲模量达2000-2400MP;日系车采用变壁厚,吉利是等壁厚;

4.薄壁化设计要解决的技术难点:
成型问题 ---充不满、注射压力大、成型温度高
刚性不足 ---产品疲软、变形
强度不够 ----行驶中抖动、产生风噪
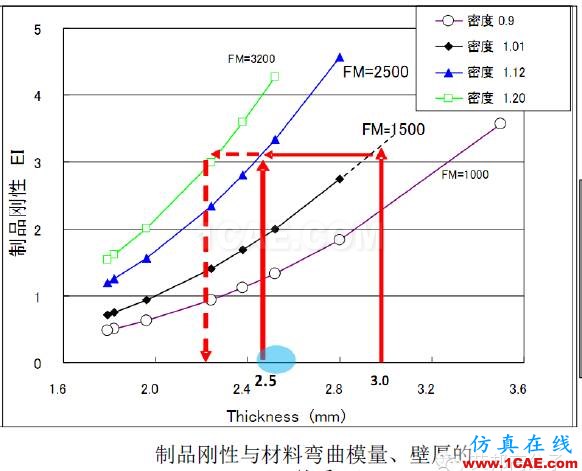
5.解决方案的技术路线:
提高材料熔体指数,增加流动性。将目前材料的融指由19g/10min提高到30-33g/10min;
提高材料弯曲模量,改善刚性。将材料的弯曲模量由1300MP提高到2000-2200MP;
变壁厚设计解决可能因减薄带来的强度下降问题。
二、材料的优化设计

调整配方提高材料自身刚性、熔融指数,改善配方保证材料冲击性能不降低。
三、设计方案的验证
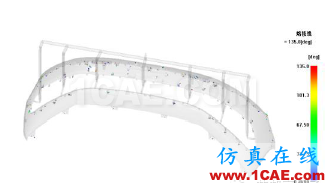
物料分布比较均匀
填充压力分布均匀

产品表面的温度分布波动在3℃以内,表观成型质量好
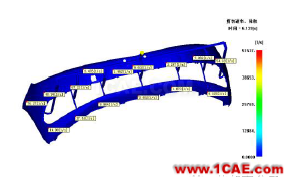
分析最大剪切速率为51537/s,小于100000/s,在允许范围内
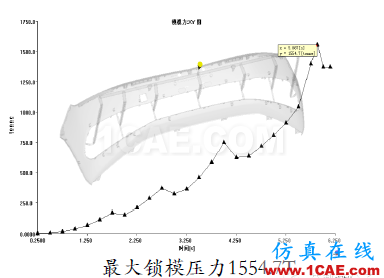
产品注射时最大锁模力为1554.7T,在合理范围

产品表面熔接痕不明显,熔融温度较高,熔接质量较好
1.成形分析
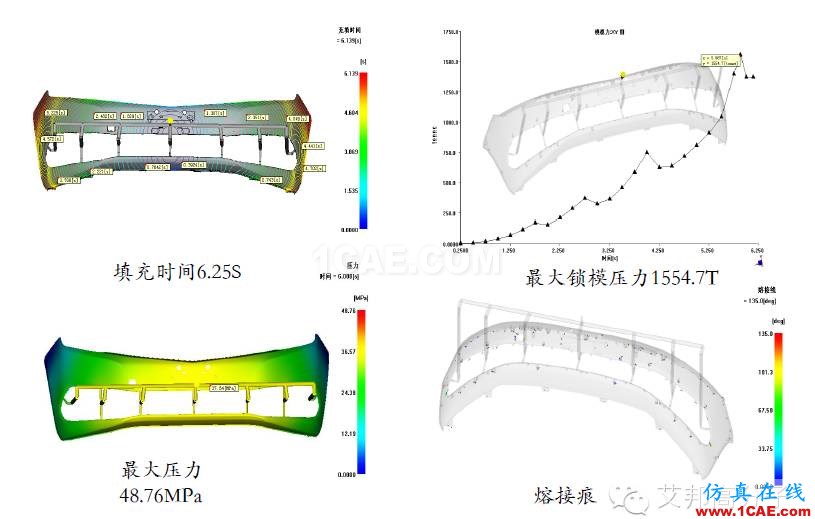
上述参数结果均满足设计要求
2.熔接痕分析
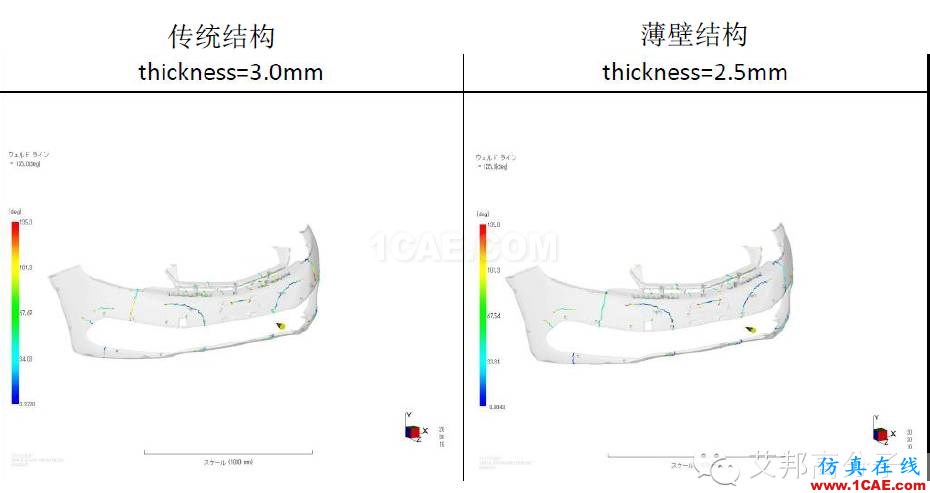 两种结构的熔接痕模拟结果相差不大
两种结构的熔接痕模拟结果相差不大
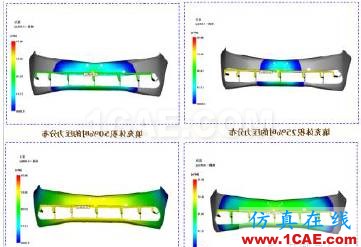
3.自重变形分析
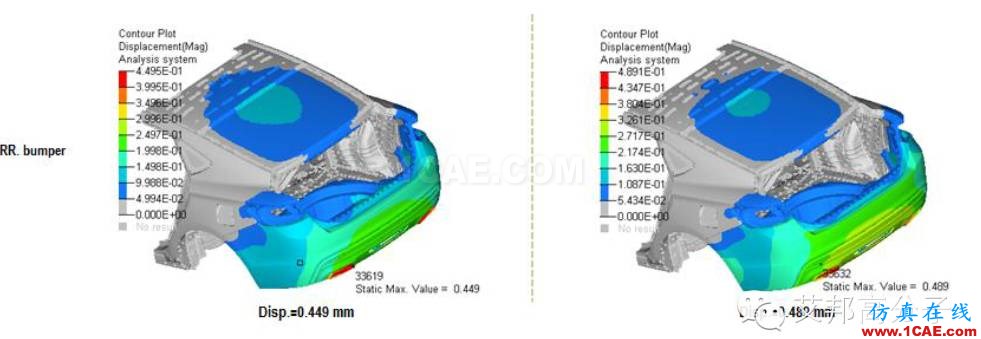
分析结果:2.5mm料厚的后保,自重形变均比2.8mm料厚小
4.采用高流动、高刚性材料按变壁厚设计的保险杠通过模流分析结果:
注射压力50MP左右,比原来小;
成型时料流分布均匀、无充不满熔接痕问题;
锁模力明显比原来低由2000吨下降到1500吨左右;
自重状态下形变前保由1.584mm下降到1.17mm,后保由0.489mm下降到0.449mm;
材料本身刚度和韧性提高,低速碰撞好;
减重0.5kg。
四、非金属材料在汽车轻量化中应用案例
高刚材料在KC-1和FE-5前后保上做生产验证,产品的刚性、表面光洁度、虎皮纹等质量均优于原方案。
|
工艺参数 |
薄壁化前 |
薄壁化后 |
|
填充时间(s) |
6.191 |
6.139 |
|
流动前沿温度(℃) |
170.6~211.1 |
193.4~220.4 |
|
注射压力(mp) |
68.87 |
48.76 |
|
锁模力(T) |
2069.6 |
1554.7 |
|
变形量(mm) |
1.638~10.96 |
1.724~6.183 |
注塑压力更低、锁模力更小,更节能
五、薄壁化设计推广应用情况:
|
类别 |
薄壁化前 |
薄壁化后 |
效果 |
|
重量(kg) |
9.481 |
8.533 |
-0.948kg |
|
材料成本(元) |
142.2 |
128 |
-14.2 |
|
应用车型 |
吉利所有车型 |
KC-2、FE-5/7、NL-4等新车型 |
年节省2000万元 |
通过保险杠的薄壁化设计,仅前后保险杠一项就能实现减重约1kg,降低材料成本10元,带来较明显的减重效果,同时还能节省采购成本。
推荐阅读:
1.汽车内外饰成型技术之“可变模温”
2.汽车保险杠喷涂工艺(附视频)
3.几张图让您了解汽车塑料未来趋势!
4.全球汽车用碳纤维复合材料(CFRP)研究报告
5.汽车轻量化:“俊钢”玻纤增强尼龙大显身手
文章出自吉利汽车研究院总工程师熊飞
相关标签搜索:吉利汽车保险杠“薄壁”结构设计实战案例 机械设计培训 机械设计课程 机械设计视频 机械设计技术教程 机械设计资料下载 SolidWorks UG inventor软件应用 Fluent、CFX流体分析 HFSS电磁分析 Ansys培训 Abaqus培训




