
大神使用NX UG制作出无跳刀、无干涉的刀具轨迹【转发】
2017-08-04 by:CAE仿真在线 来源:互联网
研究背景:
轴流模型叶片是按一定比例缩小的真机叶片,用于仿真试验,获得试验数据,如果数据指标不够理想,再对模型叶片进行优化。所以,轴流模型叶片的产品精度要求更高,质量要求更好,才能得到更真实的试验数据。
本文主要介绍轴流模型叶片的工艺路线和数控加工方法。使用NX UG软件,通过不断优化,制作出无跳刀、无干涉的刀具轨迹,安全快捷。
1.工艺路线
模型转轮叶片材料为铜,采用长方体锻件加工,其工艺路线为:
①在立式加工中心上进行粗铣加工,留3mm余量;
②将轴流叶片两端的轴进行精车加工,不留余量;
③在卧式加工中心上进行精铣加工,留0.08mm;
④钳工进行打磨处理,用样板进行检查。
2.数控加工方法
工艺路线已经确定,下面就要进行具体数控加工的实施。
通过使用NX UG软件进行数控编程,NX/Manufacturing提供了一个完整NC编程系统所需的一切组件,包括钻、车、3轴与多轴铣、线切割、基于特征加工的刀具路径处理器、后处理构造和全面的机床仿真。
NX/Manufacturing为机床数控加工编程提供了一套经过验证的完整解决方案,它可以改善NC编程和加工过程,充分发挥机床的先进性能,从而极大地减少浪费和提高生产力。
(1)粗铣加工
粗铣加工在立式加工中心上完成,将长方体毛坯固定在工作台上,加工完成正面后,翻面加工另一面,如图1所示。NX中加工策略选择型腔铣,刀具为φ20mm球头刀,每刀切深1mm,余量3mm。

图1
由于加工区域为封闭区域,刀路方向选择由内向外,更能降低刀具的损伤,同时,由于球头铣刀刀尖部分线速度为零,所以不能选择插铣的进刀方式,而要选择沿形状斜进刀或螺旋进刀方式更为理想。生成刀具轨迹,如图2所示。
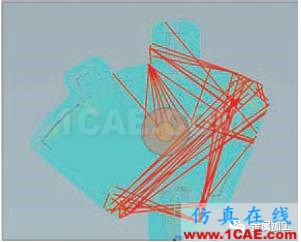
图2
正面加工完成后,翻面,背面加工方式与正面相同,两面都加工完成后(见图3),钳工将连接位置锯开,进行下序加工。

图3
(2)车削加工
在车床上将叶片两端轴精车完成,作为下序找正定位基准。上端轴和夹块是用于辅助装夹,防止加工时叶片受力变形;下端轴是轴流叶片的一部分,装配时安装到转轮体上,是精加工是的定位基准。
(3)精铣加工
精铣加工在卧式加工中心上完成。立式装夹,叶片轴心与机床转台轴心重合。轴流叶片精加工时,分为粗精加工叶片、粗精加工球头、清根加工等几个工步。
图4所示为叶片的粗加工刀具轨迹,刀具为φ20mm球头刀,切削类型为跟随周边,残留高度为0.1mm,留量0.3mm。轨迹规矩无跳刀,加工效率高。精加工刀具为φ10mm球头刀,切削类型与粗加工相同,残留高度降低,留量减小要剩余出打磨量。
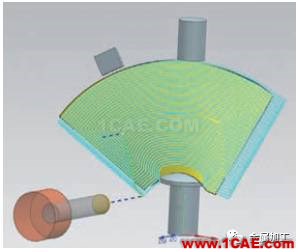
图4
图5所示为叶片清根加工,使用刀具为φ6mm球头刀。清根加工在粗加工之后,精加工之前,所以清根加工的参考刀具应为φ20mm球头刀。卧式加工中心工作台可旋转,加工背面时,工作台只需转过180°即可,此设备极为适合加工此种工件。
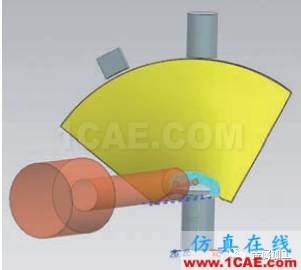
图5
作为精密加工由于加工余量很小,在加工之前需要进行程序的仿真,避免由于程序过切而造成撞刀、过切等行为最终导致整个加工质量受到影响。一般在仿真采用CAMAX软件与机床仿真软件互相结合方式,避免了单独软件验证不全面的弊端。
(4)打磨、检查
精加工完成后,钳工将叶片上端的轴和夹块锯下,让后进行打磨。打完磨后,使用样板进行检查,符合质量要求。
3. 结 语
轴流模型叶片数控加工方法,是经过长时间优化后的成果。此种加工方式快捷方便,质量有所保证,今后可推广使用。
-End-
☞金属加工原创,转载请注明来源。
☞本文发表于《金属加工(冷加工)》2017年第14期,26-27页。作者:哈尔滨电机厂有限责任公司 陈良平
☞本文编辑:Joe
相关标签搜索:大神使用NX UG制作出无跳刀、无干涉的刀具轨迹【转发】 机械设计培训 机械设计课程 机械设计视频 机械设计技术教程 机械设计资料下载 SolidWorks UG inventor软件应用 Fluent、CFX流体分析 HFSS电磁分析 Ansys培训 Abaqus培训




