
proe在模具设计与加工编程中的应用(二)
2013-07-06 by:广州CAD:proe设计培训中心 来源:仿真在线
proe在模具设计:
2.3 热复合模设计实例
玻璃钢产品的加工制造常用的有缠绕成型、模压成型、层压成型和拉挤成型等工艺手段。玻璃钢热复合模的模压成型是根据热固性玻璃钢复合材料产品的成型特点,通过一定的配料和填料工艺,在压力机上经一定温度、压力和时间的共同作用下加热、固化、冷却模压成型的。玻璃钢热复合模设计的特点是其模具分型面的设计、凸凹模设计与注塑模或铸造模相似,但没有浇口和流道,其脱模机构相对简单,模具设计的主要部分集中在凸凹模型芯和型腔的设计上。
传统的热复合模具设计方式是首先进行工艺性分析、标准模架的选取,然后进行凸凹模、脱模机构及相关部件的二维绘图设计。这种模具设计手段效率低,不易检查设计中的错误,且模具设计质量很大程度上依赖于设计人员的经验。当二维绘图完成后,进行数控加工编程时需要重新进行三维造型。且当试模完成后模具设计需要更改时,又要进行二维绘图、三维造型和数控编程等大量重复的劳动,尤其是在凸凹模的型芯型腔设计与后续数控加工编程时,绘图和检测的工作量极大。利用proeNGINEER 基于专家系统的模具设计功能模块,直接根据产品进行模具分型面设计、凸凹模设计、干涉检测、开模模拟和模具装配等,将凸凹模设计一次完成,避免了模具设计人员因经验不足引起的错误。同时,将模具设计完成后得到的凸凹模直接转入后续NC加工模块进行数控加工编程,且当产品和模具需要修改时,凸凹模及数控加工的刀具轨迹随着设计更改而全部自动更新,提高了模具设计和数控编程的效率和质量。整个设计过程都是在集成的环境下完成的。
图2为利用Pro/MoldDesign模块进行某玻璃钢产品及其模具的凸凹模设计实例,图中(b)为设计时的分型面及拔模方向。整个凸凹模的设计完全根据产品模型进行分模设计,开模同时将凸凹模一次设计完成,较采用传统的二维设计大幅度提高了设计的效率,缩短了模具设计制造周期。
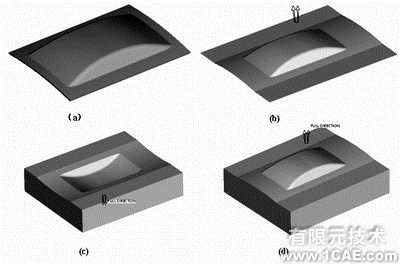
图2 热复合模设计实例
(a) 产品图 (b) 分型面 (c) 凹模 (d) 凸模
3 proeNGINEER的数控加工编程
3.1 数控编程功能简介
在产品的数控加工编程方面,proeNGINEER软件提供了功能强大的数控编程模块Pro/NC。该CAM模块和CAD 模块集成在一起,具有强大的数控加工编程、后置处理功能。Pro/NC可分别对各种加工机床的各种加工方式进行数控加工编程,能产生生产过程规划,提供参数化的刀位轨迹生成,估计加工的时间。它所具有的数控车削、铣削、线切割加工编程功能,支持车削中心、五轴铣削中心和四轴线切割数控加工编程功能,具备完整关联性,对任何设计更改,能自动生成加工程序和资料。
利用Pro/NC生成的刀具轨迹文件称为CL Data(Cutter Location Data),通过Nc Check进行仿真加工检测切削状况,提供的Vericut模拟功能可以模拟材料的去除过程,使用户对切削过程进行快速校验和刀具轨迹地优化设计提供指导,以预测误差和干涉过切。产生的CL刀位文件经Ncpost或Gpost后置处理产生NC代码。其提供的后置处理程序能满足如Fanuc、 Heidenhain、Simenses、 Mitsubishi、 Mazak、Agie和Charmilles等数控系统。用户可以通过修改Option File文件(机床配置文件)和FIL File文件(数控机床系统接口文件),产生适合自有数控机床系统的后置处理程序3.2 数控编程流程
数控编程是指根据被加工零件的技术要求、几何形状、尺寸及工艺要求来确定加工方法、加工路线和工艺参数、切削参数(主轴转速、刀具进给量、切削深度等)及辅助功能(主轴正反转、冷却液开关等)的设置,进行数值计算获得实际加工时的刀具轨迹,然后按数控机床所采用的代码及程序格式,输出工件的数控加工程序的过程。
数控加工编程的功能模块一般包括图形几何造型、刀具轨迹设计、刀具轨迹编辑、加工仿真、后置处理和全数据关联参数化驱动修改等功能模块。利用Pro/NC进行数控程序的编制流程与实际加工的逻辑思维是相似的,图3为利用proeNGINEER进行数控编程的流程图。
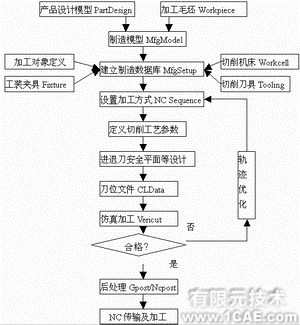
图3 Pro/NC数控编程流程图
利用Pro/NC模块进行数控编程时,要求制造工程师遵循一定的逻辑步聚来设计加工所需的刀具轨迹。其过程是:首先设计加工所需的制造模型(产品与毛坯);然后建立包含加工机床、刀具、夹具、加工坐标系等方面内容的制造工程数据库(加工环境设置),其定义可在刀具轨迹设计规划之前完成,也可在进行刀具轨迹设计的同时进行设置;接下来选择被加工的几何对象(点、轮廓、曲面或实体)和加工方式,如体积铣削、曲面铣削等,根据具体的加工方式确立合适的切削工艺参数如步距、深度、主轴转速等制造参数,系统根据加工对象和加工方式及切削工艺参数进行数值计算生成需要的刀具轨迹,这里为了提高刀具轨迹的设计质量,通过仿真加工Vericut功能检测刀位轨迹不合理之处 ;最后,通过后处理程序对CL Data文件经Gpost或Ncpost后置处理生成相应数控机床系统NC加工程序代码。
3.3 数控编程实例
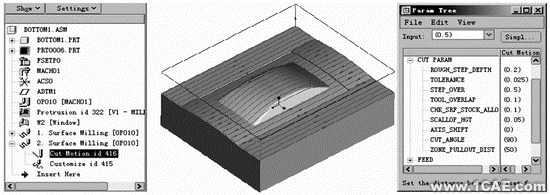
利用proeNGINEER进行产品及模具的数控编程与仿真加工,当产品模型更改时,所设计的凸凹模型芯型腔和数控加工程序数据,刀具轨迹和NC代码都随之更新。做到了产品设计与制造数据的全相关,使设计制造一体化。图4为上述玻璃钢热复合模凸模产品数控加工的刀具轨迹图。用户可以根据加工的需要对数控编程过程树和工艺参数表的内容进行编辑修改,生成高效优质的数控程序。
a) b) c)
图4 数控编程实例
a)编程流程树 b)凸模刀具轨迹 c)工艺参数树
4 小结
本文以玻璃钢热复合模的模具设计和数控编程的应用为例,讲述了在proeNGINEER软件平台上,利用系统的参数化驱动特征造型设计和共享数据库的动态关联设计、基于专家系统的模具设计和数控加工编程等技术,系统介绍了模具设计与数控编程的流程,在克服2D模具设计的缺点的同时提高了模具设计开发的成功经验和成功率。在NC加工编程环境下,对抽出的凸凹模模型直接进行数控编程,大大减少了编程时的建模工作量,提高设计资源的可重复利用率,减少了设计与数控编程中的错误率,真正意义上实现了产品的全相关性设计与制造一体化。
在实际应用中,可扩展到以空间型面定位的专用工装夹具的设计与数控编程,可以快速高效地进行专用夹具的设计与数控编程加工,为提高proeNGINEER的软件应用水平和扩大其应用范围提供了借鉴作用。CAD/CAM一体化是解决产品设计、数控加工编程高效率高质量的主要途径之一,也是当今机械工程应用领域的发展方向,CAD/CAM一体化的实现对于提高制造企业的竞争实力和经济效益有着重要的意义。
相关标签搜索:proe在模具设计与加工编程中的应用(二) 广州proe培训 杭州proe培训 阳江proe培训 Fluent、CFX流体分析 HFSS电磁分析 Ansys培训 Abaqus培训 Autoform培训 有限元培训 Solidworks培训 UG模具培训 PROE培训




