
如何用折弯系数,K因子做钣金展开,超准!
2017-02-17 by:CAE仿真在线 来源:互联网
solidworks里,为什么要用折弯系数,而不用扣除;什么情况下用K因子。根据多年的经验和实践总结出下列参数及方法:
很多同志在展开的时候还在用R1、R2等实际R开来展开,这样做不是不可以,但是由于软件的某些方面展开的时候有一定缺陷,还有不同的R值对于展开系数控制也不统一,会造成展开数值的误差较大。
在展开时多用R0和R0.1这样的系数就可以很好的控制。而且我们很多单位所说的系数都是solidworks的扣除,下面做了个多年的收集总结的系数表。以下表中的R实际上都是自然折弯R,在solidworks里设定为R0.1,这个表格适用于任何角度。

那么有的人可能会问K因子在什么情况下适用?我是在R很大的情况下用或者是客户指定的R情况下用,比如客户非要用R5或R8等,所以我也做了个表格。
使用方法:R除以板厚在下表中找出相应的K因子。例如实际R=8板厚=2,所以8÷2=4,那么它的K因子值就是0.415,在SW里R就填实际R,展开超准。

什么是K因子?

K因子是SolidWorks钣金设计中一个非常关键的基本概念,要想学好钣金,必须先了解K因子。什么是K因子:K因子是中性层到折弯内表面的距离同钣金厚度的比值。如下图一所示,K=t/T 。由K因子的定义可知K因子是一个大于0而小于1的常数。
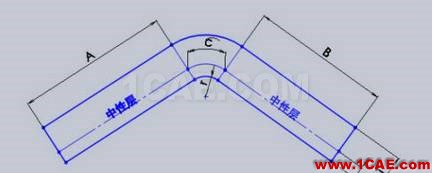
既然K因子与中性层的位置有关,那么什么是中性层?在折弯变形区,靠近内表面的材料被压缩,且越靠近内表面压缩得越是利害,同样的,靠近外表面的材 料被拉伸,且越靠近外表面拉伸得越是利害。从内表面过渡到外表面,从压缩过渡到拉伸,假设材料是由一片一片的薄层叠加而成的(实际上多数金属材料都是层状 的)那么材料中间必存在有既不压缩也不拉伸的那么一层,这一层我们称之为中性层。一般情况下,中性层是看不见也摸不到的,因为它在金属内部,它的位置与材 质的固有属性有关,也就是说K因子与材质相关。由中性层的定义可知,钣金的展开尺寸就等于中性层的宽度,如上图所示,钣金的展开尺寸=A段直线+B段直 线+C段圆弧(中性层在变形区的长度)。
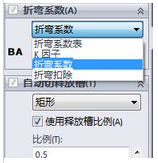
在SolidWorks钣金属性管理器中,折弯系数的选择有四个选项:折弯系数表、K因子、折弯系数以及折弯扣除。
折弯系数表是将常用材料的厚度、折弯半径、折弯角度、折弯系数或者折弯扣除数值制作成Excel表格,保存在制定的位置,使用时可以非常方便的进行选择。
K因子,就是输入K因子的数值。
折弯系数,直接输入一个数值来指定一个折弯的扣除量
折弯扣除,同折弯系数类似,直接输入一个数值来指定一个折弯的扣除量
相关标签搜索:如何用折弯系数,K因子做钣金展开,超准! SolidWorks培训课程 SolidWorks设计教程 SolidWorks视频教程 SolidWorks软件下载 SolidWorks在建筑室内设计工业设计的应用 SolidWorks基础知识 SolidWorks代做 Fluent、CFX流体分析 HFSS电磁分析 Ansys培训 Abaqus培训 Autoform培训




