
SolidWorks的直齿圆柱齿轮精锻模设计
2013-05-23 by:广州有限元分析、培训中心-1CAE.COM 来源:仿真在线
作者: 上官林建 韦乐余 李刚 姚林晓 谭群燕 来源: 万方数据
关键字: 直齿圆柱齿轮 精锻模 SolidWorks
结合直齿圆柱齿轮精锻模的设计,介绍了利用SolidWorks软件完成模具设计的基本方法和一般步骤,并对所设计的直齿圆柱齿轮精锻模制作过程和特点进行了分析。
某机械传动直齿圆柱齿轮模数为3,齿数为27,压力角α为200,精度等级为8级,材料为40Cr;原采用切削加工工艺进行生产,具有生产效率低,材料利用率低、切断齿形纤维组织等缺陷。为提高其力学性能,利用模具来生产该齿轮,从而使金属齿形流线得到保留,分布更为合理。
以往只是借助CAD绘图工具来进行锻模设计,设计锻件图、计算下料质量和坯料尺寸等工作还由设计人员查阅相关标准进行近似计算。目前,三维设计已广泛应用到各个领域,它具有设计直观、减少设计错误、便于修改等优点。所以利用SolidWorks三维设计软件来完成该齿轮及其模具的设计。
1齿轮工艺设计
根据齿轮的使用要求,可有两种成形方案。
两火两锻法 下料-加热(850±10°C)-墩粗-预锻-切飞边-空冷、喷砂清理-加热到(850±10°C)-终锻-精整-机加工圆孔和键槽-检验-入库。
温锻成形冷锻精整法下料-加热至(850±10°C)-墩粗-预锻-料箱内堆冷至室温-清理-磷化皂化-终锻-精整-检验-入库。
对比以上两种工艺,第一种采用两次加热,其氧化与冷却收缩量的波动将影响齿轮精度,齿面粗糙度大,而且增加厂工序和加热设备,生产成本较高;第二种采用温锻成形增大厂终锻压力,但消除厂终锻温度的波动和高温氧化对产品的影响因素,进一步提高厂锻造齿轮的精度,降低厂齿面粗糙度综上分析,决定采用温锻成形冷锻精整工艺。
2齿轮的参数化设计
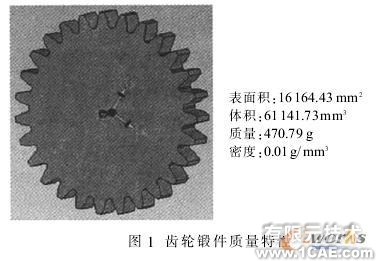
由于齿轮形状复杂,首先利用SolidWorks软件的特征建模技术建立设计齿轮的三维模型,也可利用专门的齿轮绘制插件Geartrax来生成所需的齿轮模型;其次进行锻件图的设计,锻件图是确定模锻工艺和设计锻模的依据。以往锻件图的设计是设计人员根据零件图查阅相关标准后再绘制的,利用现在三维设计手段只需要在原齿轮零件尺寸上加上一定的锻造余量,对该齿轮来说,单边余量留1 mm,通过更改相应的设计参数,即可得到齿轮锻件的三维模型,借助质量特性功能,自动得到该齿轮工件和锻件的质量、体积数值(见图1),减轻手工计算的工作量,同时使计算更为准确,便于精确地下料。
3齿轮终锻模设计
3.1凸、凹模设计
终锻型腔是锻件最后成形的型腔,其尺寸、尺寸精度和表面粗糙度由齿轮锻件的需求决定在SolidWorks软件中提供厂模具设计功能,把齿轮锻件模型作为模芯置人实体模型中,利用"型腔"特征去掉实体模型中的模芯部分,得到空心模腔,然后确定分模面,曲面切割实体,得到凸、凹模两个三维零件图,最后确定模块尺寸,完成锻模的结构设计这种设计方法不仅能加快设计进度,而且保证厂设计的精度,对精密成形模具设计尤为重要。
为了改善凹模的承载能力以及获得良好的锻件性能,设计时采用双层组合式凹模,使齿轮凹模具有很高的强度、很强的承载能力。
3.2装配图设计
目前,SolidWorks软件支持"自上而下"和"自下向上"。两种产品开发设计流程"自上而下"是指先确定产品总体的基本结构,从装配体到零部件的设计方式;"自下向上"是指从单一的零件个体着手,在完成零件设计后进行装配,最后完成整个产品的设计方式我们采用"自上而下"的设计方法,即:先设计齿轮精锻模的装配部分,然后把各个零件按相应的装配关系组成装配图,进行干涉检查,等到装配关系合格,再对每个零件进行详细设计。
由于传统的锻模结构存在锻件填充性差、变形抗力大等缺陷,为改善齿部的充填性能,降低变形抗力,采用浮动凹模代替传统的固定凹模,改善模膛的充填性该模具工作部分主要由凸模、上模、下模和浮动凹模组成,并具有一定的通用性,只要改变浮动凹模的形状和尺寸就可用丁其它型号的圆柱齿轮生产。
3.3工作过程模拟
SolidWorks软件内嵌集成了COSMOSMotion全功能运动仿真软件,利用该插件建立齿轮精锻模的运动机构模型,动画模拟模具成形加工运动过程,并测量凸模上任何点的速度和加速度以及凹模所受的作用力和力矩,得到运动曲线和约束支反力,保证所设计的齿轮精锻模运行稳定而且可靠在运动仿真时,还对零件进行厂动态干涉检查,对零件的设计进行改进最后还录制厂模具拆装动画,用丁指导操作}一人进行模具的安装、调试和拆卸。
3.4生成工程图纸
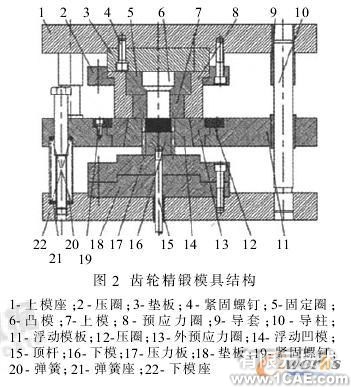
整个设计检查无误,经审核后,最后生成装配体和零件的二维工程图纸。装配图如图2所示。
4模具工作过程及特点
精锻过程如下:锻造开始前,浮动凹模和浮动模板在弹簧的作用下是浮起的,以便于坯料的安放;锻造开始后,随着压力机滑块下行,上模和预应力圈首先与浮动凹模接触,与浮动凹模一起形成封闭的模腔;滑块继续下行,在凸模的作用下坯料锻造成形,在坯料锻造成型过程中,浮动凹模也随坯料向下运动,这样保证整个锻造过程在封闭的模腔中进行,从而改善模腔下角隅的充填;锻造完成后,压力机滑块上行,用顶料机构推动顶。
根据铸件的工艺特点,模具的浇道设计成如图2所示的米字形结构,对于缓解压铸过程中金属液对型腔的冲击有重要作用。
为提高铸件质量,在金属液充填型腔的过程中,应尽量排出型腔内的气体,以及混有气体与被涂料残余物污染的金属液设置排气槽和溢流槽是其重要的措施之一通常将排气槽开在溢流槽后面,方便排气槽的加工和布置。
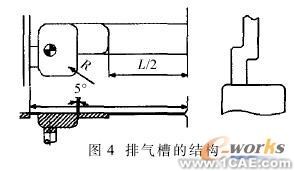
排气槽的结构见图4。设计排气排气槽时,槽与溢流槽错开布置,防止金属液过早堵塞排气槽;靠近溢流槽部位的排气槽深度较大,有利于排气及溢流槽的填充;排气道呈曲折形状,有利于防止金属液从排气槽中喷射出来.避免厂热金属液飞溅伤人。
4压铸模的结构设计
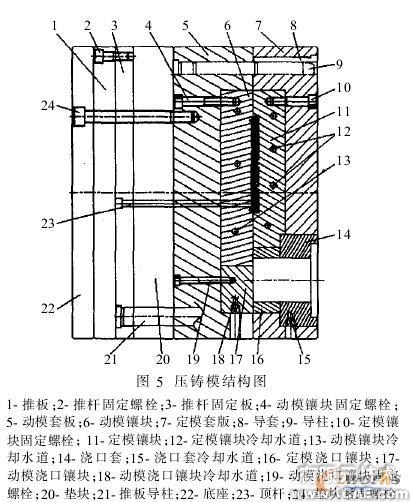
模具结构如图5。模架采用45钢;顶杆采用SKD61钢,这种材料具有极好的高温性能,是压铸模的优质顶杆。
5结束语
该模具按设计要求在天津某模具公司生产完毕后.经生产检验.模具在使用过程中操作方便、安全,工作稳定可靠铸件表面质量优良,其几何尺寸及力学性能均很好地达到了设计要求。
相关标签搜索:SolidWorks的直齿圆柱齿轮精锻模设计 SolidWorks培训课程 SolidWorks设计教程 SolidWorks视频教程 SolidWorks软件下载 SolidWorks在建筑室内设计工业设计的应用 SolidWorks基础知识 SolidWorks代做 Fluent、CFX流体分析 HFSS电磁分析 Ansys培训 Abaqus培训 Autoform培训




