
SolidWorks钣金折弯原理及已推导公式介绍
2013-07-06 by:广州Solidworks培训中心 来源:仿真在线
SolidWorks钣金折弯原理及已推导公式介绍
板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关, 当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小, 折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动。
现在通用的展开板料尺寸计算有三种,即折弯系数,折弯扣除和K-因子。通过学习《SolidWorks的钣金设计技术基础——折弯计算》一文(本文最后附带此文),推导出以下4公式,
① 折弯补偿(折弯系数):bend allowance,即BA
L=各外边长度之和-2n×(R+T)+BA
n为折弯次数,R为折弯半径,T为板料厚度,BA实质上就是发生变形的弧长
(根据下图,可以很好理解上面的公式)
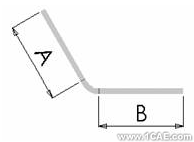
图1
② 折弯扣除:bend deduction,即BD
L=各外边长度之和-n×BD
③ BA与BD转换公式:BA=2(R+T)tan(α/2)-BD,当α=90°时tan(α/2)=1
即,BA=2(R+T)-BD
④ K-因子:为简化表示钣金中性层的定义,同时考虑适用于所有材料厚度,引入k-因子的概念。具体定义是:K-因子就是钣金的中性层位置厚度与钣金零件材料整体厚度的比值,即:K = t/T(t为中性层到折弯内侧的距离)。因此,K的值总是会在0和1之间。如果中性钣金层不变形,那么处于折弯区域的中性层圆弧的长度在其弯曲和展平状态下都是相同的。所以,BA(折弯补偿)就应该等于钣金件的弯曲区域中中性层的圆弧的长度。因此,中性钣金层圆弧的半径可以表示为(R+t).利用这个表达式和折弯角度,中性层圆弧的长度(BA)就可以表示为:
BA = π(R+t)α/180°=π(R+KT)α/180°
K-因子与BA的转换公式:BA=π(R+KT)×α/180°,当α=90°时,
即BA=π(R+KT)/2
solidworks系统也是采用上面的公式进行计算。
相关标签搜索:SolidWorks钣金折弯原理及已推导公式介绍 广州SolidWorks培训 宁波 绍兴 钣金展开 SolidWorks培训课程 SolidWorks设计教程 SolidWorks视频教程 SolidWorks软件下载 SolidWorks在建筑室内设计工业设计的应用 SolidWorks基础知识 SolidWorks代做 Fluent、CFX流体分析




