
优胜UG后处理修改出刀补教程
2016-11-28 by:CAE仿真在线 来源:互联网
问:厂里主要加工零件,后处理要带刀补,请问要怎么改啊?
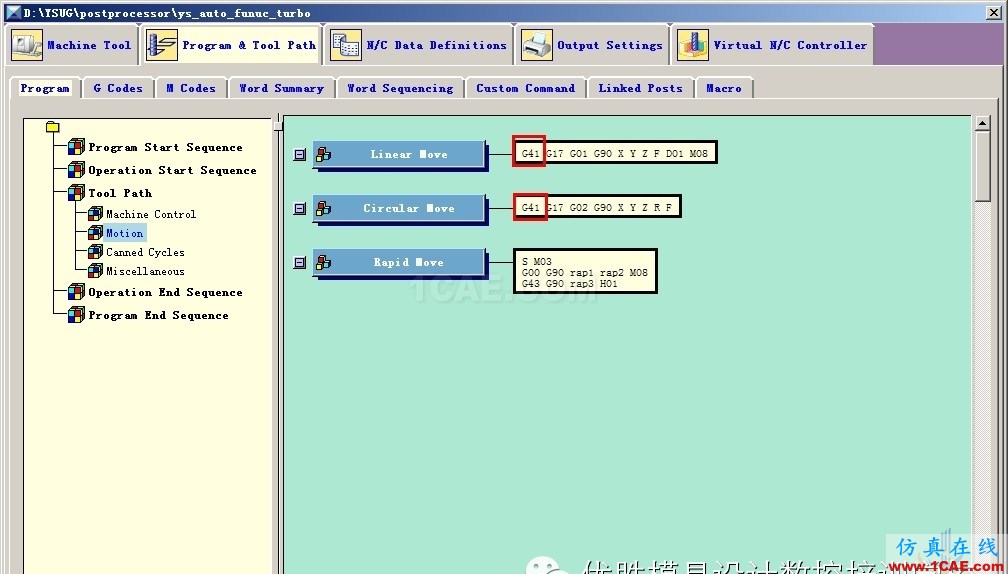
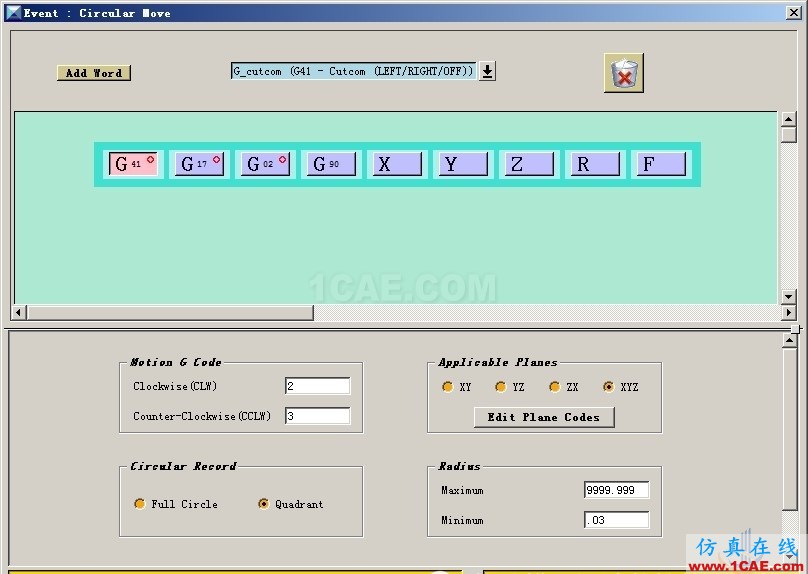
答:一、后处理构造器直线和圆弧切削加直径补偿指令;
二、修改FORMAT Feed_MMPM "&__5.0_" 为5.1,F可以输入小数,三菱机攻牙F为牙距;
################ FORMAT DECLARATIONS #################
FORMAT AbsCoord "&__5.3_"
FORMAT Coordinate "&__5.3_"
FORMAT Digit_2 "&_02_00"
FORMAT Digit_4 "&_04_00"
FORMAT Digit_5 "&__5_00"
FORMAT Dwell_SECONDS "&__5.3_"
FORMAT EventNum "&+03_00"
FORMAT Feed "&__7.3_"
FORMAT Feed_DPM "&__5.2_"
FORMAT Feed_FRN "&__5.3_"
FORMAT Feed_INV "&__5.3_"
FORMAT Feed_IPM "&__4.1_"
FORMAT Feed_IPR "&__1.4_"
FORMAT Feed_MMPM "&__5.1_"
FORMAT Feed_MMPR "&__2.3_"
FORMAT Hcode "&_02_00"
FORMAT Rev "&__4_00"
FORMAT Rotary "&__5.3_"
FORMAT String "%s"
FORMAT Tcode "&_02_00"
FORMAT Zero_int "&_01_0_"
FORMAT Zero_real "&_01.10"
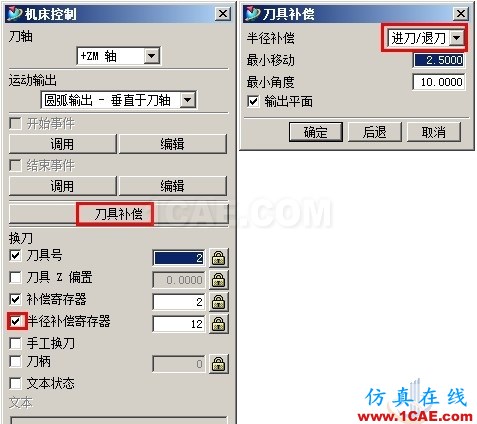
三、UG4.0 PLANER MILL-机床 机床控制如下设置;
四、后处理NC如下:
%
G40 G17 G49 G54 G80
G91 G28 Z0.0
( D10R ---> D=10.00 R=0.00 )
T02 M06
S12000 M03
G00 G90 X5.566 Y-29.562 M08
G43 Z9.1 H02
Z3.
Z-4.5
G17 G01 Z-7.5 F100.0
G41 X6. Y-27.1 D10
G03 X0.0 Y-21.1 R6.
G01 X-15. F.70
G02 X-21.1 Y-15. R6.1
G01 Y15.
.
.
G02 X19.606 Y-16.606 R5.1
G01 X16.606 Y-19.606
G02 X13. Y-21.1
G01 X0.0
G03 X-6. Y-27.1 R6.
G40
G01 X-5.566 Y-29.562
Z9.1
M09
M05
G91 G28 Z0.0
M30
%
相关标签搜索:优胜UG后处理修改出刀补教程 ug nx培训课程 UG培训 ug模具培训 ug视频教程 ug设计教程 ug软件下载 UG-autoform-dynaform仿真一体化 ug在模具建筑室内设计工业设计的应用 UG代做 UG基础知识 Fluent、CFX流体分析 HFSS电磁分析




