
UG汽车模具设计汽车经典行中行中走斜顶结构精讲【转】
2017-01-03 by:CAE仿真在线 来源:互联网
汽车门板是汽车内饰件的重要组成部分,位于汽车车门的内侧,有前后左右之分,根据车系的不同而不同,通常为两门与四门,这些零件统称门板系列。本文以汽车左后门板为例阐述汽车门板注塑模具的设计要点与经验。
一、塑件外观要求与结构分析
图1所示为某品牌汽车左后门板零件图,材料为PP+EPDM,收缩率一般取1.011,其中EPDM中文名称三元乙丙橡胶,是乙烯、丙烯和少量的非共轭二烯烃的共聚物,是乙丙橡胶的一种,因其主链是由化学稳定的饱和烃组成,只在侧链中含有不饱和双键,故其耐臭氧、耐热、耐候等耐老化性能优异,能够提高门板的弹性。
门板为外观件,外形尺寸为:880×670.4×105.6mm。其结构特点如下:
1、外表面要求高,不允许有斑点,浇口痕迹,更不允许有收缩凹陷、熔接痕和飞边等缺陷。
2、门板为皮纹件,外观面脱模斜度至少5°。
3、门板曲面光洁度高,外形结构复杂,分型线复杂,倒扣多,塑件内外侧面共有11个倒扣(见图1中门板内侧面3D图中S1~S11),脱模困难。
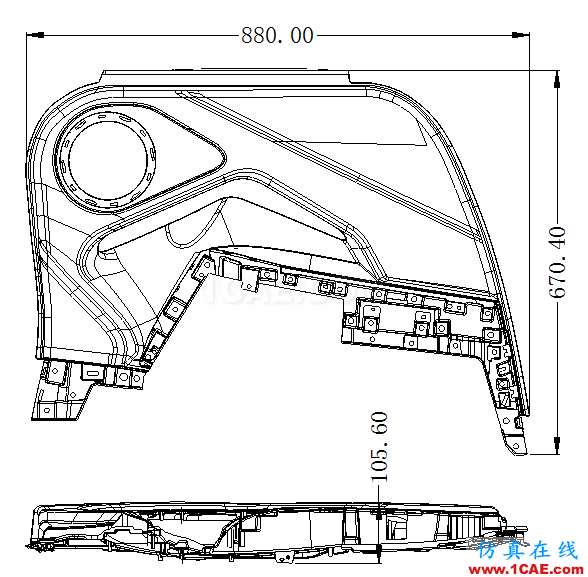
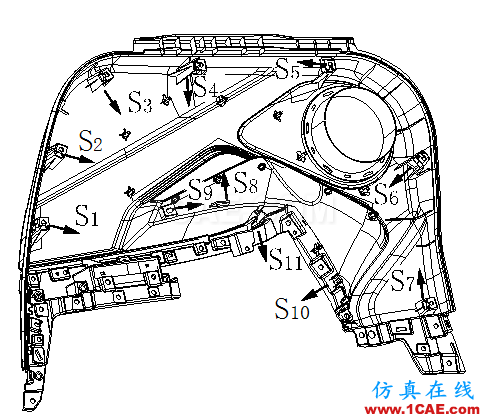
图1 汽车门板零件
二、模具结构设计
由于门板尺寸大且结构复杂,模具采用了热流道浇注系统,4个针阀式热咀由顺序阀控制进胶,依次通过普通流道和扇形浇口进入型腔。门板塑件内外侧面共有11个倒扣,只有S11倒扣在塑件外侧面,从模具可靠与加工角度考虑,S11采用“斜导柱+滑块”的侧抽芯结构,其余倒扣均采用“斜推杆+斜推块”的侧抽芯结构。
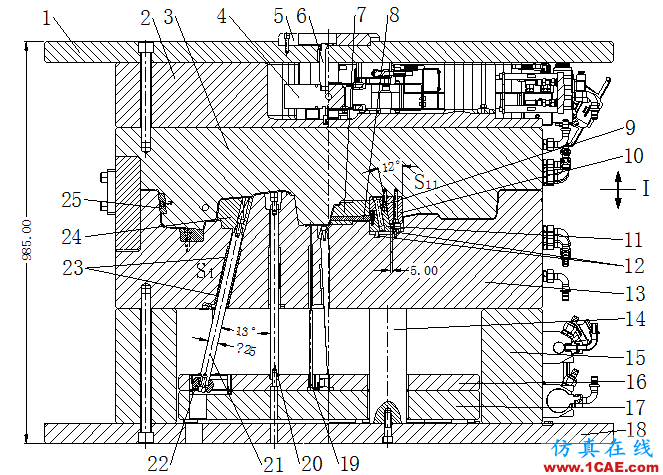
本模具外形尺寸为:1450×1400×985(mm),总重量约16吨,属于大型注塑模具。详细结构见图2平面图与图3立体图。
(a)定模排位图
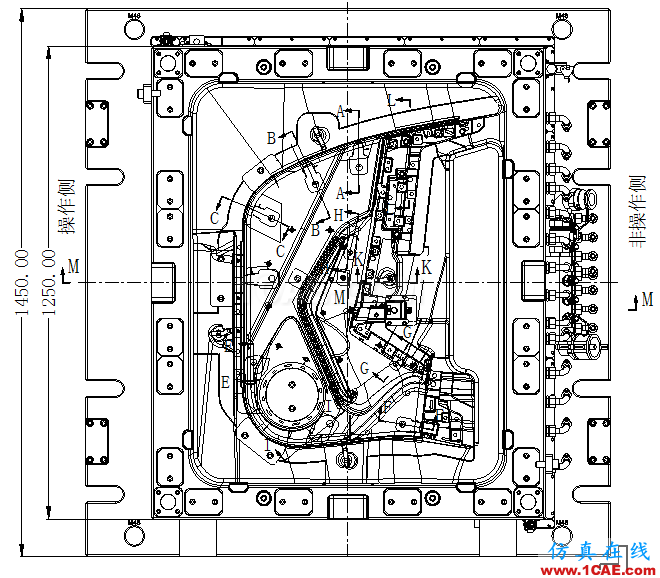
(b)动模排位图
(c)M-M
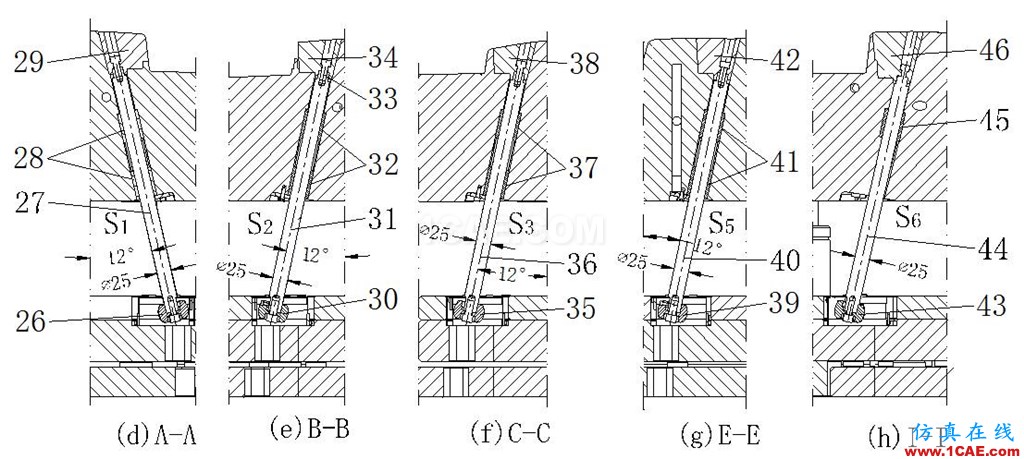
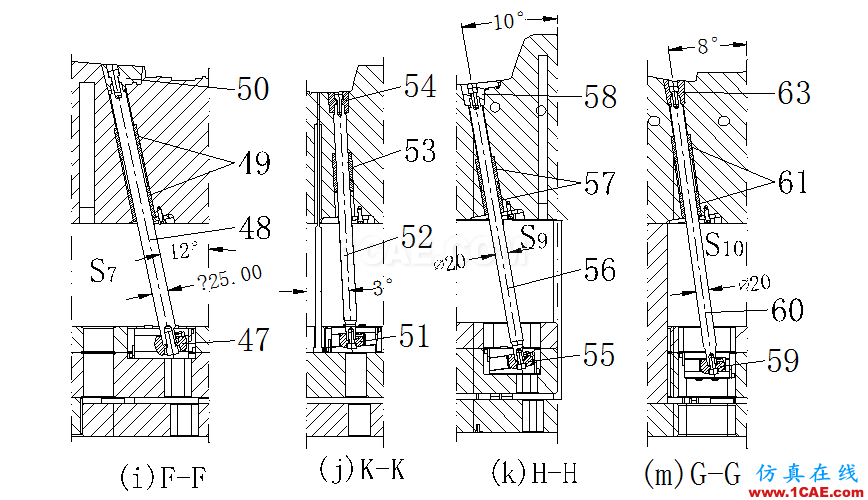
图2 汽车门板注塑模具结构图
1.定模固定板;2.框板;3.定模板;4.热流道板;5.定位圈;6.一级热咀;7.侧向抽芯1;8.侧向抽芯2;9.斜导柱;10.锁紧块;11.滑块;12.限位块;13.动模板;14.撑柱;15.方铁;16.推件固定板;17.推件底板;18.动模固定板;19.顶针;20.推杆;21、27、31、36、40、44、48、52、56、60.斜推杆;22、26、30、35、39、43、47、51、55、59.滑柱;23、28、32、37、41、45、49、53、57、61.斜推杆导套;24、29、34、38、42、46、50、54、58、63.斜推块;25.耐磨块;33.螺钉

1、成型零件设计
汽车左后门板注塑模具的成型零件和模板均采用一体式,见图3。采用这种形式注塑模具结构更紧凑,强度更好,模具体积相对较小,且避免了开框、配框和制造斜楔等工序。
定模A板和动模B板材料均采用P20(也可以采用2738)。由于模具属于大型注塑模具,定模A板和动模B板采用了四面围边的内模定位结构(见图3),这种结构使得模具模具合拢后,动定模浑然一体,大大提高了门板的成型精度和模具的生产寿命。
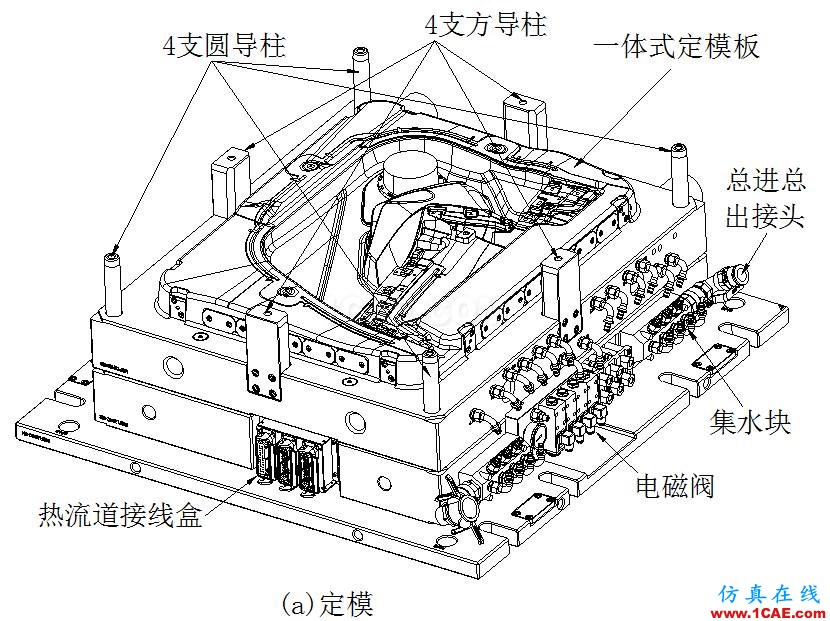
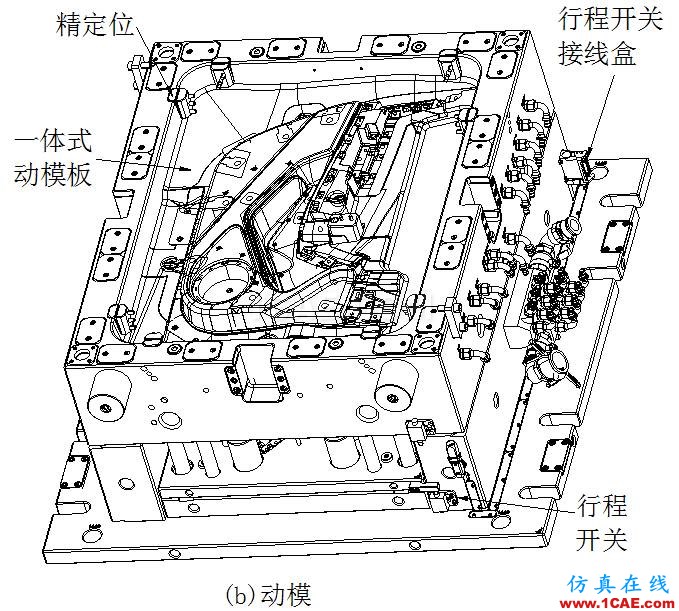
图3 汽车左后门板注塑模立体图
2、浇注系统设计
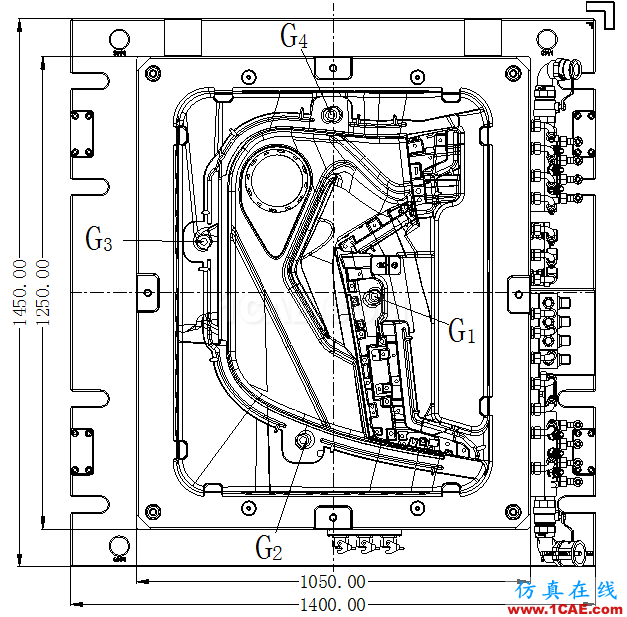
本模具浇注系统采用“热流道+普通流道”进胶形式,其中热流道采用热流道板加4个针阀式热咀(见图4中G1、G2、G3和G4),4个针阀式热咀不是同时进胶,而是由顺序阀控制根据塑件形状和尺寸依次开启,熔体经普通流道最后通过扇形浇口的进入型腔。
由于塑件采用PP+EPDM材料,流动性好,普通流道的长度可控制在60~100mm以内,普通流道过长会造成压力和热量损失过大,影响熔体填充和塑件成型质量。
门板为外观件,表面不允许有熔接痕,注射成型时必须把熔接痕赶到非外观面或消除熔接痕,这是本模具设计的重点和难点之一。传统的同步多点进浇,虽然能使熔体充满整个型腔,但是由于熔接痕的存在,很难使产品质量达到理想的要求。为此本模具采用了4点顺序阀热流道浇口控制技术,它通过油缸的驱动来控制4个热射嘴的开启和关闭,由此达到了塑件表面无熔接痕的理想效果。门板注塑模热流道浇口位置见图4。
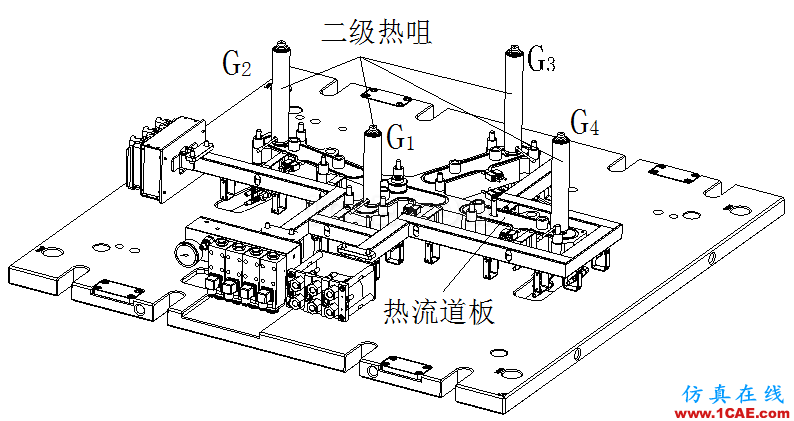
图4 4点顺序阀热流道控制系统
3、侧向抽芯机构设计
侧向抽芯机构是门板注塑模具的核心机构,本模具共有11处侧向抽芯,分别是S1~S11。在这11个侧向抽芯机构中S11采用“斜导柱+滑块”的结构,滑块的限位采用限位夹与挡块联合使用的结构,安全可靠。S1~S10都采用“斜推杆+斜推块”的结构。其详细结构及重要尺寸见图2(d)至(m)。
在“斜推杆+斜推块”的结构设计中,斜推杆的倾斜角度不宜超过12°,斜推块的设计要防止塑件在脱模时粘连斜推块,导致塑件变形开裂。
4、温度控制系统设计
温度控制系统设计的好坏对模具的成型周期与产品成型质量影响很大,对于外观要求较高的汽车门板注塑模具尤其重要。冷却水道设计原则之一是距离型腔面要大致相等,以达到模具型腔各处温度大致均衡。本模具的温度控制系统采用了“直通式水管+倾斜式水管+水井”的组合形式,详见图5(a)和(b)。这种组合形式是优先采用直通式水管,辅以倾斜式水管,万不得已才采用水井。其优点是塑件冷却均匀,成型周期短,成型质量高,适用于高要求与外观性能要求高的模具。
在汽车模具设计中,类似于内外饰件模具如汽车前后保险杠、仪表板、中央通道、格栅和汽车装饰条等内外饰塑件,冷却水道布置一般按以下规律设计:
(1)冷却水方向要与料流方向一致。
(2)定.动模冷却水道优先设计成十字网格形式,冷却回路形成互相交叉形成水路交织网,均匀冷却塑件。
(3)在不能设计成十字交叉式水路时,定、动模水路在互相有缝隙处交互布置。
(4)每一组冷却水尽量只设计四条循环水路,避免水路距离长,影响塑件冷却效果。
(5)冷却水路要设计成可与另一组水路进行外部水管连接的方式,方便后续塑件因变形、收缩等现象的调整。通过水路调整解决塑件缺陷,在汽车内外饰塑件模具上应用广泛。
(6)各冷却水道之间的距离要控制在水道直径的3.5-5倍(一般取50~60mm左右),型腔表面距离冷却水道的距离一般在15~25mm之间,具体根据模具大小决定。
(7)冷却水道与推杆、斜推杆及镶件之间的距离要保证在8~10mm以上,因为模具大且水道长,容易钻偏,须避免因水道与型腔或其他结构相距太近导致冷却水漏水现象的发生。
(8)在汽车注塑模具设计中,热咀尽量要单独设计一组冷却水路,不能与其它水路串联,以利于热咀区域的热量散失。
从零基础到模具设计精英,包含CAD软件、燕秀外挂、UG软件、胡波外挂、2D排位、拆散件、BOM表、3D分模、全3D设计,纯模具公司设计实战,重点是设计理念及设计思维的培养,设计参数的确定,加工经验、FIE模经验、试模经验的传授等。
相关标签搜索:UG汽车模具设计汽车经典行中行中走斜顶结构精讲【转】 ug nx培训课程 UG培训 ug模具培训 ug视频教程 ug设计教程 ug软件下载 UG-autoform-dynaform仿真一体化 ug在模具建筑室内设计工业设计的应用 UG代做 UG基础知识 Fluent、CFX流体分析 HFSS电磁分析




