
UG模具设计汽车经典延时行中行解决多方向扣位结构精讲
2017-01-03 by:CAE仿真在线 来源:互联网
德国TTI公司的设计主管阿贵,前面的故事有提到过他,他真是个“怪才”,他设计出很多非常“前卫”的产品,赢得老板和客户的一致好评,可是他有的时候发起“飙”来,真的有点叫人“吃不消”,他曾经有一句“豪言壮语”说:“不把国辉厂的查工难到趴下,决不罢休。”
其实我俩也是好朋友,也经常在一起喝酒,但是又经常“隔空过招”,倒也是不亦乐乎。
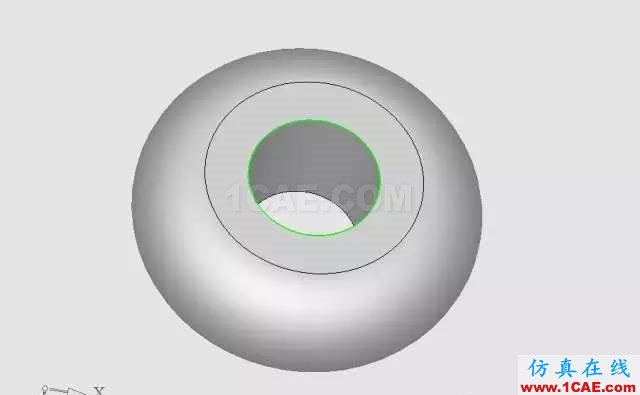
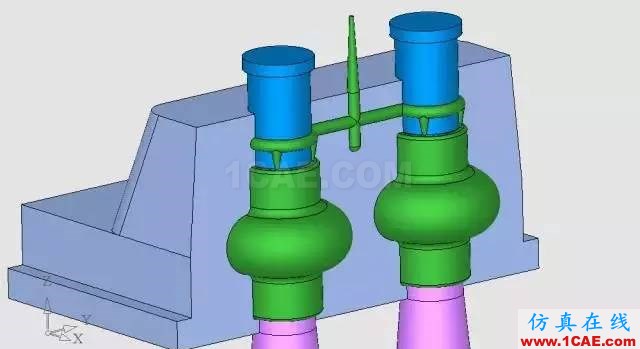
上次他设计的那个“出风口”,难得我“死去活来”,最后还是给我搞定了,那个零件经过我简化,后来在2008年的江苏省模具设计比赛中,被选为考题。但是有的时候他出的题太难了,我真恨不得咬他一口才解恨。可是我们国辉公司与TTI公司每年有几千万的模具生意,看在生意的份上,我也不敢得罪阿贵,所以,他发招过来,我只能老老实实地“接招”。这不,这批模具中,又有了个“惊天地泣鬼神”的“怪物。”名叫“球形出风口”,我们工程部的所有工程师都看得直摇头,我和罗生对着这个产品也只有相对苦笑。因为塑料是用的尼龙加玻纤,模具零件都是要加硬的(淬火),做起来更是难上加难。

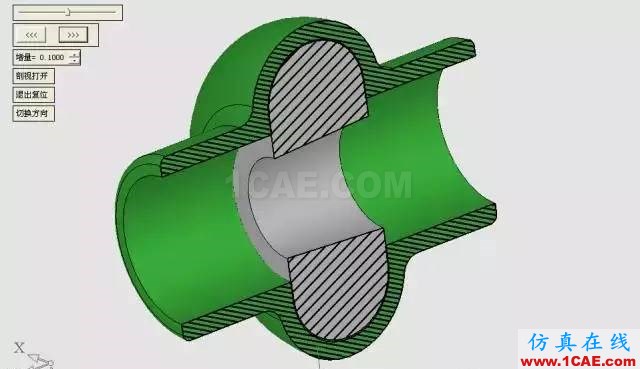
将产品剖开是这样的:
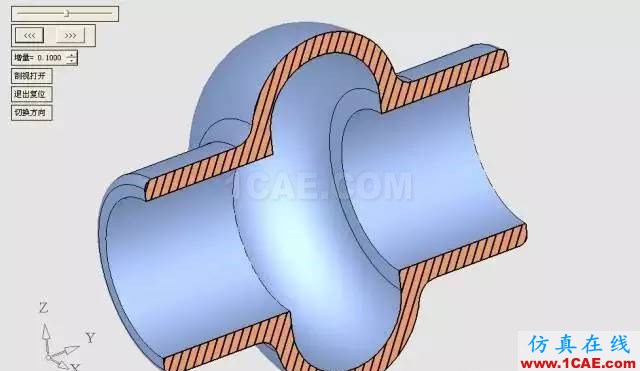
我打电话给阿贵说:“阿贵啊,你是不是玩过火了啦,我老查投降啦,请你‘老人家’高抬贵手,将产品改简化一些吧,不然没法脱模啊”“查工你误会了,这个零件不是我为难你,是我们德国方面的总工程师提出来的,说是为了空气动力学方面的要求,还要有强度要求,非要这样做不可,我也知道这样做很难脱模,我力争了几次,也没有用。”“不是很难脱模啊”我说:“是根本无法脱模,难道德国人这点常识也没有吗?”
一个电话使我凉了半截,但我还是不死心,直接来到他们位于东莞厚街的公司办公楼,找到了阿贵。
“我说阿贵啊,你对模具也是很熟悉的,你倒是说说看。这个内鼓的部分怎么出模啊?”“你公司以前不是也做过‘爆炸型芯’吗?”“爆炸你个头啊,管子的内径才40mm,你这个内圆环的截面半径是20mm,难道‘爆炸型芯’的固定部分的尺寸是零啊!根本就是没有机会,除非是做成二半,再用胶水粘起来”“那样强度不够”阿贵说:“产品已经定型了,与很多欧洲的客户签了供货合同,要改也来不及了,你还是快想办法吧!”
看来,改产品是没有可能了,回到公司,我拿着产品的“手板”,翻来覆去地看,只感到一阵阵天旋地转。
他们那个公司的老板是很难说话的,他心目中根本就看不起中国人,他们到东莞来办厂,不过是想利用这里的免税政策而已。假如我们的模具搞不定,他就会找借口扣掉我们一大笔模具款。这个“球状出风口”是一个重要零件,而且是外观零件,他们也知道是很难做的。模具报价时,我公司派了业务员小陈去签报价单的,他对模具有点懂,但不是很精通,看到这个零件怪怪的样子,就写了一个非常高的价格,混在100多套的其他模具报价里,因为我们是老的供应商,他们老板连看都没看就签了字,并且马上就拨发了预付款。其实他们老板才是聪明人,他肯定知道这个“球状出风口”的难度,一旦我们拿了预付款,再想后悔就来不及了。事实上我们财务已经收到了预付款,这下子真是哑巴吃黄连,有苦不能说了。
假如模具设计不出来,我这次的“黑锅”是背定了,但我还是不死心,打了几十个电话,叫了很多做模的朋友和我的一些徒弟一起来研究,并在酒店里摆了3桌,说是老查遇到了“绝世难题”,如果想不出办法来,就要“金盆洗手”了!(不可能)
喝酒的细节就不谈了,为了不让我退出“模坛”,朋友们主意倒是出了不少,我举二个典型的:
1、爆炸成型,先做成直的,局部加热后用吹瓶机来吹,
2、二次注塑,先做成二半,之间留一个间隙,放到第二套模具里,将第一次注出来的东西当作镶件,二次注塑时填满间隙。
应该说,这二种方法都是可以做到的,我也想到过,并且跟阿贵提出来过,但是都被否定了,(太可恶了)。
这时阿广在角落里不阴不阳地说:“老查,你不是练过武功吗,我看过武侠小说里有什么‘化功大法’的,你发一下功,把那个内鼓的东西化掉好了。”
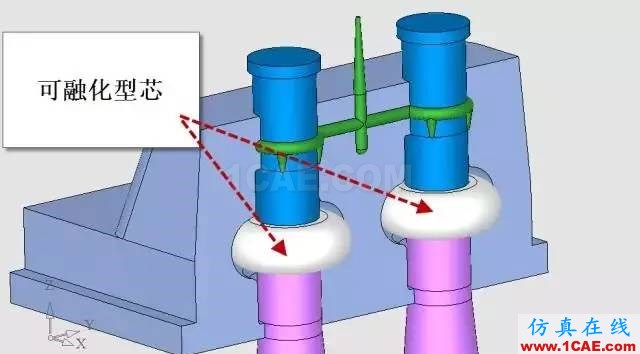
一番话引起了哄堂大笑。听了这话,我头脑里好像灵光一闪,突然想到有一种“低熔点合金”,200度左右就会融化,我一拍大腿,好啊,有了!这个只有“初中本科”的“大只广”,反而一句话惊醒“梦中人”。
思路有了,做起来就简单了,我先去买了这种“低熔点合金”,打听了很久才知道,供应商在广州解放北路上,我挑选了一种熔点是180°C的,是由:锑、铅、锡、铋四种金属按比例配起来的,这“宝贝”我用过,以前70年代国家大力推广过,用来做快速模具的。确实很容易熔化,凝固后的硬度也可以达到HB200以上。试验的时候我先浇铸毛坯,然后车成下图的形状:
注塑的模具就比较简单,我是做成一模二腔的:
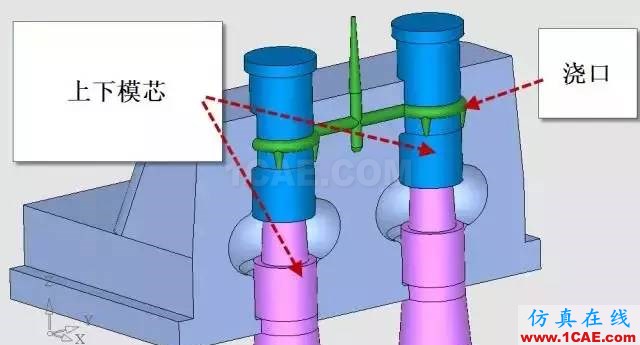
注塑前先将车好的“低熔点合金”的零件放进模具里,套在动模芯上:
注塑出来是这样的:
注塑出来的产品的剖面是这样的:
然后将这个产品放在加热到250°C的油里面,大约过3分钟后,用钳子夹着尼龙的产品,在油里轻轻地洗涮,就得到了完整的产品。然后再用洗洁剂洗掉产品上的油迹,就可以了。
我拿了试出来的第一批产品,来到阿贵的办公室,阿贵还不相信是注塑成型的,翻来覆去地看,因为他对模具也很精通,按常规,这个产品根本就不可能脱模的。就怕我是做成二半粘起来的。后来又拿去给他们的德国的总工程师看,那个家伙确实是个专家,只看了二眼,看到端面的4个进胶点,就知道的确是注塑成型的,对着我翘起了大拇指,连连说道:“Good Good"
这个过程讲起来是如此地轻描淡写,也没有任何的操作难度。但是真正想到这个办法,以及从头到尾的操作过程,我真的是捏了一把汗,这使我想起了李白的一句诗:两岸猿声啼不住,轻舟已过万重山。
相关标签搜索:UG模具设计汽车经典延时行中行解决多方向扣位结构精讲 ug nx培训课程 UG培训 ug模具培训 ug视频教程 ug设计教程 ug软件下载 UG-autoform-dynaform仿真一体化 ug在模具建筑室内设计工业设计的应用 UG代做 UG基础知识 Fluent、CFX流体分析 HFSS电磁分析




