
在注塑成型加式过程中,可能由于原材料处理不好、塑件或模具设计不合理、操作工没有掌握合适的工艺操作条件,或者因机械方面的原因,常常使塑件产品短射、凹痕、飞边、困气、开裂、翘曲变形等成型缺陷。 本文针对塑件在成型过程中出现的各种注塑缺陷,主要是:短射,困气,发脆,烧焦,飞边,分层起皮,喷流痕,流痕,雾斑(浇口晕...

作者: 分类:Moldflow 2016-12-23
在注塑成型加式过程中,可能由于原材料处理不好、塑件或模具设计不合理、操作工没有掌握合适的工艺操作条件,或者因机械方面的原因,常常使塑件产品短射、凹痕、飞边、困气、开裂、翘曲变形等成型缺陷。 本文针对塑件在成型过程中出现的各种注塑缺陷,主要是:短射,困气,发脆,烧焦,飞边,分层起皮,喷流痕,流痕,雾斑(浇口晕...
作者: 分类:Moldflow 2016-12-23

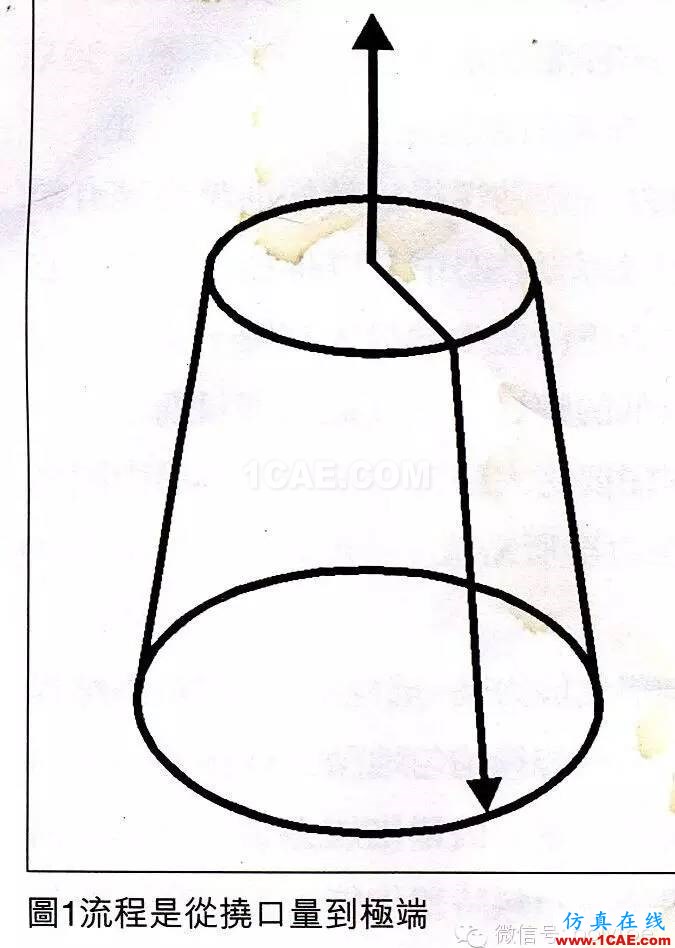
浅谈翻盖开发设计连载(1) 工作至今,陆续开发过一些翻盖的项目,也遇到过一些设计、生产上的问题,但一直没有机会系统地归纳整理过相关技术资料, 今天借这个契机,能让我分享下自己在翻盖开发设计中遇到的问题,如果能抛砖引玉,让大家在开发翻盖时多预见一些问题,多一点技术的思考和讨论方向,那我就很欣慰了。在此特别感...
作者: 分类:Moldflow 2016-12-23

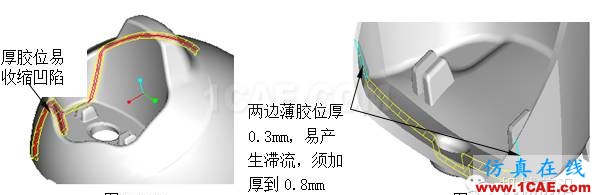
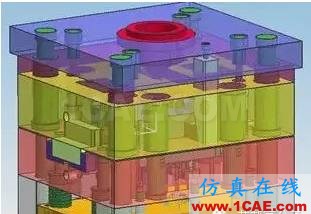
浅谈翻盖开发设计连载(2) 在本章的连载中我们主要讨论翻盖设计的注意点 1分型面 分型面的设置一般都在注塑件截面投影的最大处,这样最容易脱模(没有强脱倒扣的阻碍),对于一个翻盖来说,主分型面通常就是下图中绿色平面(也就是翻盖的上盖与底盖合盖时的接触面,一般翻盖在模腔中的排布方式如下图,所以对于注塑机的选择一定...
作者: 分类:Moldflow 2016-12-23
涂料工业: DirectCoating/DirectSkinning技术可以同时满足汽车买家和汽车制造商的需求。消费者偏爱个性化,并在设计上吸引眼球的汽车内饰,因此汽车制造业不断寻求可进行高效生产的部件,这也使得这项新技术受到越来越多的关注,并开始应用于连续生产上。 科思创将在2016年于德国杜塞道夫举行的国际橡塑料展(简称「K展」)...
作者: 分类:Moldflow 2016-12-23

注塑作为一门应用广泛,从业者众多的行业,其工艺技术是制造生产的重要因素。同样一副模具,在庸者手中,可能调教几周,改模数次而不得要领,但换个人可能半个小时不用改模就OK了,这是水平差异。 虽然现在这种差异随着mold-flow的推演,材料理化性能的定制,模具水平的提升而变窄或模糊,但其中差距还是不容小觑的。笔者研习...
作者: 分类:Moldflow 2016-12-23
汽车塑件领域注塑工艺的应用与实践 由于汽车复杂零件的塑料件有与众不同的特殊性,所以其注塑成型在设计上需要充分考虑到如下因素,材料的干燥处理、玻纤增强材料对螺杆的新要求、驱动形式及合模结构等。 首先,当汽车保险杠、仪表板等常用的树脂材料为改性PP和改性ABS等改性树脂时,树脂材料有不同的吸湿性...
作者: 分类:Moldflow 2016-12-09

塑料和橡胶给产品设计提供了无限的可能;千千万万种塑料和橡胶制品充斥着我们的生活,给设计师,制造商和用户带来了独特的优势。我们往往通过大批量生产来降低塑料制品的成本,但是制造仍然希望塑料的价值可以紧跟自然材料,因此合成塑料也慢慢的进入人们的生活,在触觉和视觉上模仿丝织,皮质和天然橡胶。 There is ...
作者: 分类:Moldflow 2016-12-09

影响注塑质量的因素 控制精度 原料性能 操作员 温度 设备 机器磨损 地理、天气因素(白天/晚上/湿度) 环境影响 机器精度/损耗 注塑机设定值与模腔的实际值经过多级的压力损失差异非常大 封闭的回路控制 回馈!!! 通过量测模腔数据对注塑机设定参数进行优化固定的机器设定设定值vs.实际值模...
作者: 分类:Moldflow 2016-12-09
1.All in English& Imperial Unit.全部使用英文和英制单位 2.Are part dimensions to print plus shrink?请检查内模尺寸有否乘缩水? 3.All wires protected from sharp corners?凡有电线通过的角位要改为R角,是否完成? 4.All replaceable components must bestandard components.所有替换的元件必须是标准件。 5.Ad...
作者: 分类:Moldflow 2016-12-09
温馨提示:如果您是高分子行业相关产业链,如塑料,弹性体,橡胶,模具,鞋材,3D打印耗材,塑料包装,PP、PE期货、钙粉,白油,抗氧剂等助剂行业从业者,请点击标题下面的“艾邦高分子”进行关注 之前下发了一篇简单的版本,有朋友留言,不详尽,特地从高手的博客中转载了一篇 本文原文主要转载自春华秋实的博客 计算锁模力...
作者: 分类:Moldflow 2016-12-09
在注塑成型加式过程中,可能由于原材料处理不好、塑件或模具设计不合理、操作工没有掌握合适的工艺操作条件,或者因机械方面的原因,常常使塑件产品短射、凹痕、飞边、困气、开裂、翘曲变形等成型缺陷。 本文针对塑件在成型过程中出现的各种注塑缺陷,主要是:短射,困气,发脆,烧焦,飞边,分层起皮,喷流痕,流痕,雾斑(浇口晕)...
作者: 分类:Moldflow 2016-11-30
机械设计是机械生产的第一步,是决定机械性能的最主要的因素。为了满足机械产品性能的高要求,在机械设计中大量采用计算机技术进行辅助设计和系统分析,以下是目前世界上最流行的十款式机械工程设计软件。 为了满足机械产品性能的高要求,在机械设计中大量采用计算机技术进行辅助设计和系统分析,这就是通用的现代设计方法...
作者: 分类:Moldflow 2016-11-30
国内很多大型企业的模具部门在全数公司中的地位都及其重要,像深圳的比亚迪最初就是由一个小模房发展起来的,而奇瑞汽车的模具制作技巧在国际上也是一流的。随着珠三角经济的持续发展,越来越多的国际性大公司看中这里成熟的模具制作技巧及具有丰富从业经验的技巧人才,都纷纷把其塑胶、模具部门转来,或把模具发来制作。 ...
作者: 分类:Moldflow 2016-11-30
由于汽车复杂零件的塑料件有与众不同的特殊性,所以其注塑成型在设计上需要充分考虑到如下因素,材料的干燥处理、玻纤增强材料对螺杆的新要求、驱动形式及合模结构等。 首先,当汽车保险杠、仪表板等常用的树脂材料为改性PP和改性ABS等改性树脂时,树脂材料有不同的吸湿性,为满足成型时的水份含量要求(一般...
作者: 分类:Moldflow 2016-11-30

注射成型加工过程是一个涉及材料、模具、注射机、成型工艺等多方面因素的复杂加工流程。注射成型制品缺陷的出现在所难免,于是,寻求缺陷产生的内在机理以及预测制品可能产生缺陷的位置和种类,并用于指导模具设计和制订更为合理的工艺操作条件就显得尤为重要。 本文对注塑成型过程中常见的成型缺陷进行了分类,...
作者: 分类:Moldflow 2016-11-30
胶件结构 胶件结构不合理,会造成模具制造和胶件成形的困难;模具工程师应对胶件结构提出改进方案,并知会产品设计人员,由其确认。 当接到客户资料,应对资料进行必要的处理,其方式见本章附录1。 根据客户资料,胶件结构分析主要有以下几方面:(1)注塑工艺对胶件结构的要求;(2)模具对胶件结构的要求;(3)产品装配对胶件...
作者: 分类:Moldflow 2016-11-30

塑料微发泡成型技术(MuCell®),是将超临界流体(N2或CO2)注入射出机料管中,透过螺杆将超临界流体与塑料混炼成均匀单相流体。超临界流体与熔融态高分子之匀相混合物在射出过程中因为瞬间压降造成热力学不平衡,使得流体进入模穴后气体得以从熔融态塑料当中扩散成核并长成均匀微细气泡。含有微细气泡的塑料经模具冷...
作者: 分类:Moldflow 2016-11-30

作者:杨建宏,振业注塑,授权转发 注塑作为一门应用广泛,从业者众多的行业,其工艺技术是制造生产的重要因素。同样一副模具,在庸者手中,可能调教几周,改模数次而不得要领,但换个人可能半个小时不用改模就OK了,这是水平差异。 虽然现在这种差异随着模具CAE技术的推演,材料性能的稳定,模具设计制造水平的提升而变窄或模糊...
作者: 分类:Moldflow 2016-11-30
可能因流传时间较久,有些不是太合适的地方,希望你们能够理解。因图没有摸到原始图,可能是最大的遗憾。但这篇文章很有价值。希望都有所收获。 这文章主要以谈塑胶模具为主,但是通用性比较强。 一、 序言 据统计,日常生活中一个普通人身上物品直接、间接的与约2千套模具有关!模具行业发达的程度可以说已成一个国家...
作者: 分类:Moldflow 2016-11-30

(一)注塑生产的汽车零配件制品表面下陷,怎样解决这一问题? 注塑制品表面下陷又称为表面凹陷,通常发生在厚壁、肋、凸台及内嵌件上。造成的原因是制品壁厚不一致,厚壁部分的局部收缩没有得到补偿(外部材料固化后,内部材料才开始冷却,收缩将塑料件表面向内拉而脱离模壁)。解决措施有: (1)使用收缩率较小的树脂原料...
作者: 分类:Moldflow 2016-11-30

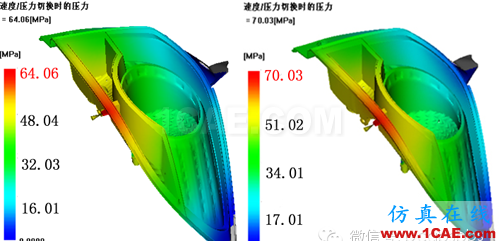
为什么要进行保压? 保压阶段的作用是持续施加压力,压实熔体,增加塑料密度,以补偿塑料的收缩行为。在保压过程中,由于注塑模腔中已经填满塑料,背压较高。 在保压压实过程中,注塑机螺杆仅能慢慢地向前作微小移动,塑料的流动速度也较为缓慢,这时的流动称作保压流动。 一、保压压力 汽车塑料件的保压阶段仍有少量熔体被挤...
作者: 分类:Moldflow 2016-11-30

前沿:塑料微发泡成型技术(MuCell),是将超临界流体(N2或CO2)注入射出机料管中,透过螺杆将超临界流体与塑料混炼成均匀单相流体。超临界流体与熔融态高分子之匀相混合物在射出过程中因为瞬间压降造成热力学不平衡,使得流体进入模穴后气体得以从熔融态塑料当中扩散成核并长成均匀微细气泡。含有微细气泡的塑料经模具冷却...
作者: 分类:Moldflow 2016-11-30
(时长5分53秒,建议在Wi-Fi环境下食用,如是土豪,请随意) 视频拍摄了某美资企业的注塑车间生产汽车保险杠的过程,机器人以智能装置取代人工,实现自动化作业:从将嵌件放入注塑模具内开始,到取出塑料制品、码放等整个过程真正的实现了无人化操作。
作者: 分类:Moldflow 2016-11-30

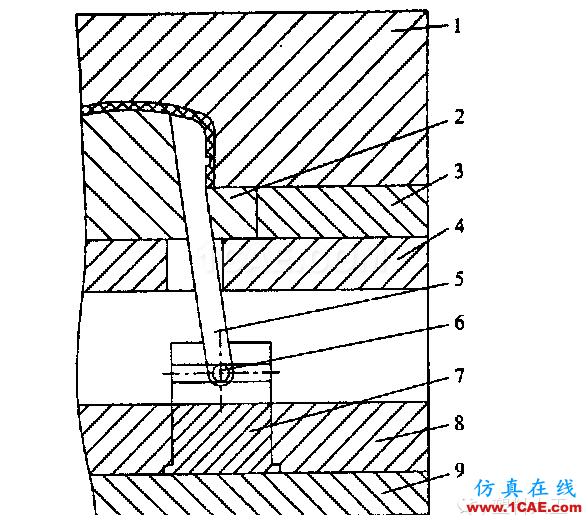
本文针对具有复杂型芯头部结构模具的设计难点,创新性提出了采用纵横锁扣式镶拼结构的模具型芯部件结构方案,巧妙解决了复杂型芯头部结构设计问题。实际运行证明,其成型效果良好,满足塑料件质量要求。 随着现代工业的飞速发展,CAD/CAE/CAM技术在现代模具设计生产中得到广泛的应用,应用该技术能够大幅度提高产品质量,缩...
作者: 分类:Moldflow 2016-11-30

汽车用塑料量的多少已成为衡量汽车设计和制造水平高低的重要标志,目前国内汽车的材料约10%以上由塑料构成,从保险杠、裙边和挡泥板等外饰件,到仪表板、门板和立柱等内饰件,再到前端框架、罩盖和进气歧管等发动机周边零件,随处可见塑料的存在。汽车塑料件大多数采用注塑成型,成型周期短,生产效率高,制造成本低。但注塑...
作者: 分类:Moldflow 2016-11-30
引言 随着塑料合成技术的发展,塑料的力学性能得到显著提高,在工程方面的应用日益广泛。在传动机构及其它有尺寸配合要求的场合,塑件的形状尺寸精度往往很高,要求达到精密甚至超精密级,因此从事注塑成型加工领域研究的科研人员一直在努力减少注塑制品收缩率预测的误差,以缩短注塑模具制造周期和提高注塑制品合格率。 ...
作者: 分类:Moldflow 2016-11-30
PC/ABS的应用非常广泛,汽车内外饰零件,大家家中的液晶电视面框,智能手机的外壳,笔记本电脑的上下盖等等。而其中多数产品的结构中都含有螺丝柱,卡扣的设计;另外,像一些二次加工工艺如喷漆,电镀,涂抹胶水等,这些结构和后加工工艺都可能诱发PC/ABS合金材料出现内应力开裂的现象,导致次品率很高。 为什么会有应力产生?这...
作者: 分类:Moldflow 2016-11-30
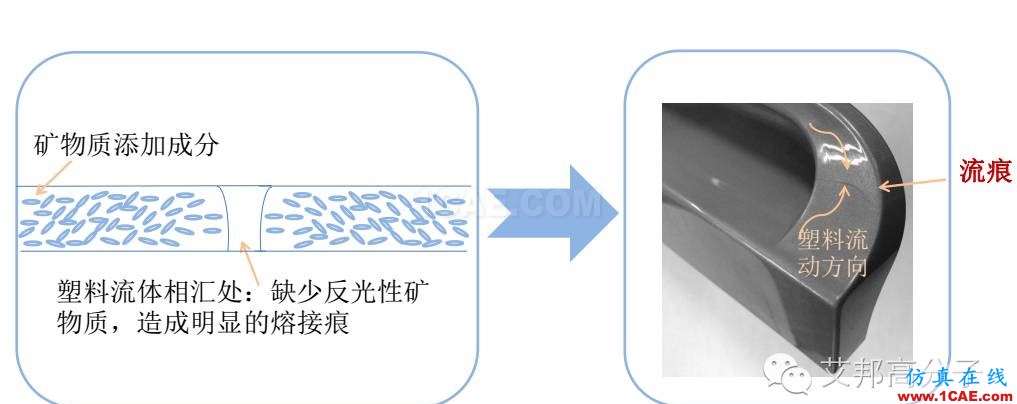
免喷涂材料由于树脂中添加了特殊颜料、金属颜料等,在材料的加工过程中,在温度和剪切力的作用下,金属颜色容易充当催化剂的作用,引起材料降解,造成制品表面产生气痕或银丝、甚至是表面气孔及材料发黄降解等不良现象。并且注射速度过高造成剪切过大,金属颜料将沿着剪切方向进行排布,使产品表面产生熔接痕和流痕,影响产品...
作者: 分类:Moldflow 2016-11-30

注塑作为一门应用广泛、从业者众多的行业,其工艺技术是制造生产的重要因素。同样一副模具,在庸者手中,可能调教几周、改模数次而不得要领,但换个人可能半个小时改模就OK了,这是水平差异。 虽然现在这种差异随着模具CAE技术的推演、材料性能的稳定、模具设计制造水平的提升而变窄、变得模糊,但其中差距还是不容...
作者: 分类:Moldflow 2016-11-30

锁模力又称合模力,是指注射机的合模装置对模具所施加的最大夹紧力,当熔体充满型腔时,注射压力在型腔内所产生的作用力总是力图使模具沿分型面胀开,为此,注射机的锁模力必须大于型腔内熔体压力与塑料制品及浇注及浇注系统在分型面上的投影面积之和的乘积。 公式:锁模力≥模力压力X 制品、流道、浇口在分型面上的投影面...
全国服务热线
1358-032-9919



